














TF컬럼
댓글작성 +2 Points
TF CLASSIC ::
WOSTEP STORY[1학기 1/2]

안녕하세요.
벌써 2013년이 정말 얼마 남지 않았네요.
한 학기 동안 무엇을 배웠는지 야속하게 참 시간이 빠르게만 흘러갑니다.
입학 후 한 달 뒤부터 자율적으로 학교에 남아서 부족한 부분을 연습할 수 있는 시간이 주어지면서
저는 대부분의 시간을 학교에서 연습을 하면서 시간을 보냈습니다.
그리고 오늘은 조금 늦은 감이 있지만, 그동안 학교에서 제가 만들었던 것들에 대해서 소개해드리는 시간입니다.
볼거리가 될지 모르겠습니다. 인터넷을 검색하시면 어떤 사람들에게 이미 소개가 되었던 것들도 많이 있기도 하기 때문에..
흥미가 없으실 분들도 있습니다.ㅠ
그래도 이것들을 만들면서 보통 수업받는 것처럼 하지 않기 위해서 남들보다 두 배로 열심하겠다는 생각으로
대부분의 작업을 두 배로 했습니다.
그럼 이번 글도 보시는 분들에게 흥미가 주어졌으면 좋겠네요.
...본론으로 ㅎ
1. 황동 큐브 (Cube)
- 학교 입학한 당일부터 일주일 동안 아래의 작업물을 만들기 위해 줄질(Filing)만 했던 기억이 떠오릅니다.
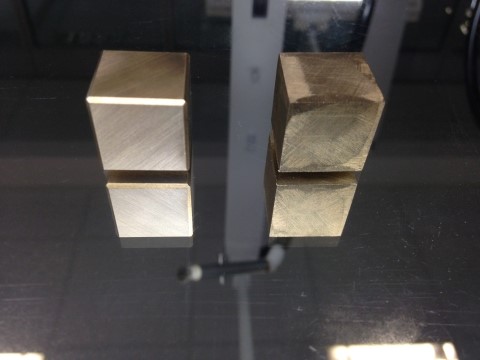
왼쪽 작업물이 완성된 큐브 형태입니다. 오른쪽은 마무리되기 전.
완성 형태로 갖추기 위해 다이아몬드 페이퍼를 사용하여 일정한 방향으로 결을 만들어 주었고,
모서리를 각을 주는 모따기(Chamfering)를 했습니다.
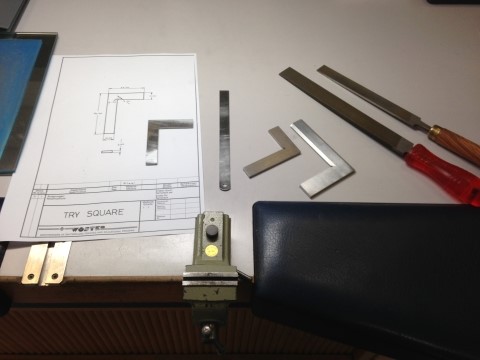
2. 직각 자(Try square)
- 2주차에도 더 강도 높은 줄질(Filing)이 이어졌습니다. 황동은 그나마 줄로써 절삭이 쉬웠습니다만,
이번에는 강철을 줄질하려다 보니 시간도 많이 걸리고 팔에 힘이 많이 들었던 기억이 있습니다.
이 공구의 용도는 작업물의 직각을 측정할 때에도 쓰이지만 Schaublin 70 선반 센터를 잡을 때도 쓰이게 설계되었습니다.
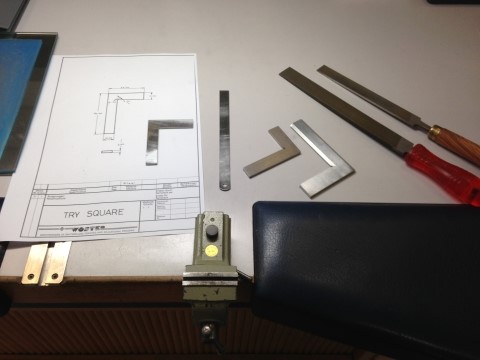

그려놓은 가이드라인에 따라 형태를 만들어가는 중..
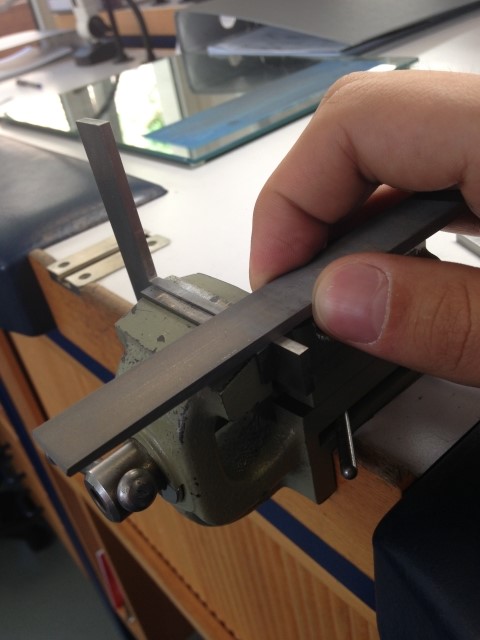


왼쪽이 완성된 형태, 오른쪽은 미완성.
이렇게 완성된 형태와 미완성 상태를 올려놓은 이유는 피니싱을 거쳐갔기 때문에 이를 비교하시기
쉽게 같이 찍어 보았습니다. 모든 작업에서 과정도 중요하지만 트레이너에게 통과를 받기 위해선
정확한 치수와 완벽한 피니싱이 절대적으로 필요합니다.
마지막으로.. Schaublin 70 선반은 작업 중심점에서 아래 받침까지 길이가 70mm입니다.
직각 자의 공구로써도 사용하지만, 길이를 정확하게 70mm로 만들었기 때문에 선반 바이트를
작업물 중심점에 맞추기 위해서도 사용합니다.
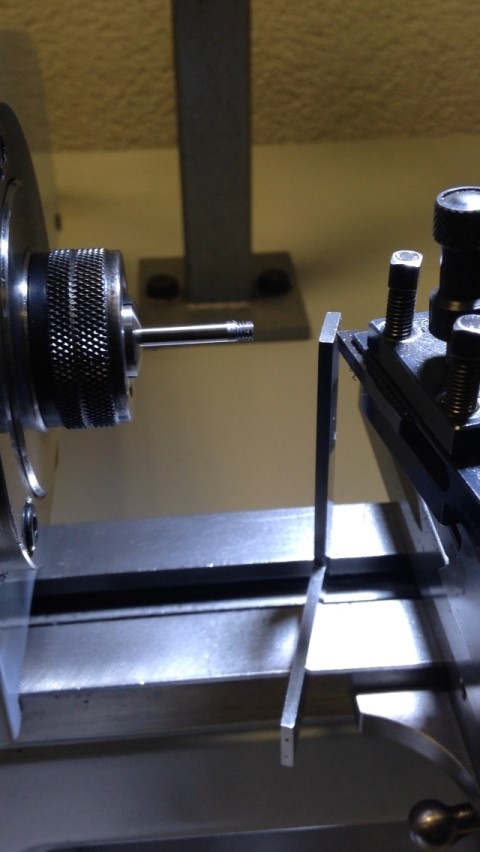
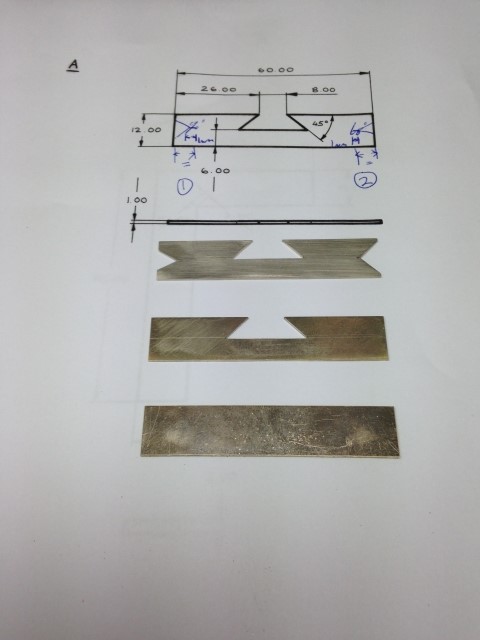
3. 각도 자 (Angle ruler)
- 이번 작업은 그나마 덜 단단한 양은(German silver) 소재로 만들었습니다.
다른 금속들에 비해 연하여 줄질이 용이했지만, 정밀한 작업을 할 때는 자칫 실수로 인해 다시
만들어야 했기 때문에 시간을 많이 잡아먹은 작업이었습니다. 그리고 이번 공구는 와인딩 스템(Winding stem)을
만들 때 피봇(Pivot)의 처음 구성을 만들 때 주로 사용됩니다.

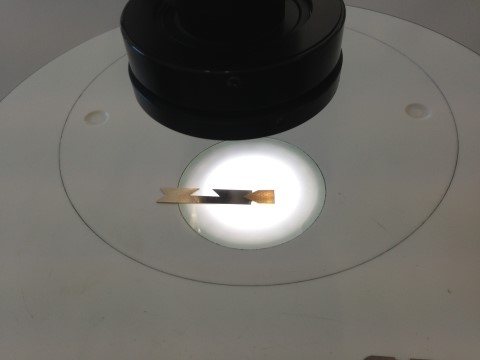
공구의 기능이 잘 작용하는지 확인하기 위해 현미경으로 확인하는 과정입니다.
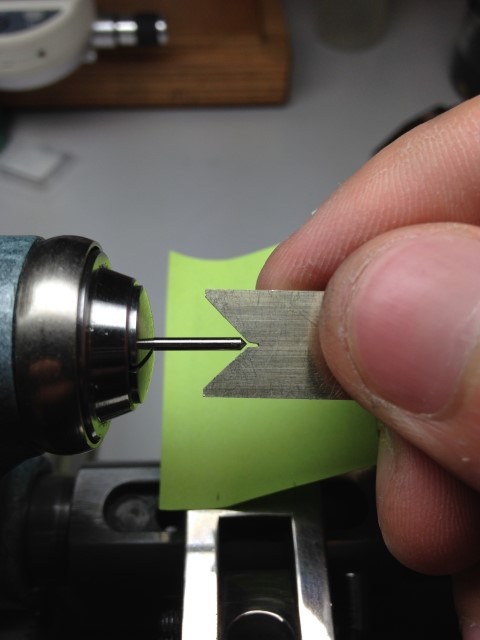
또한 반대편은 60도 각도로 만들어졌습니다.
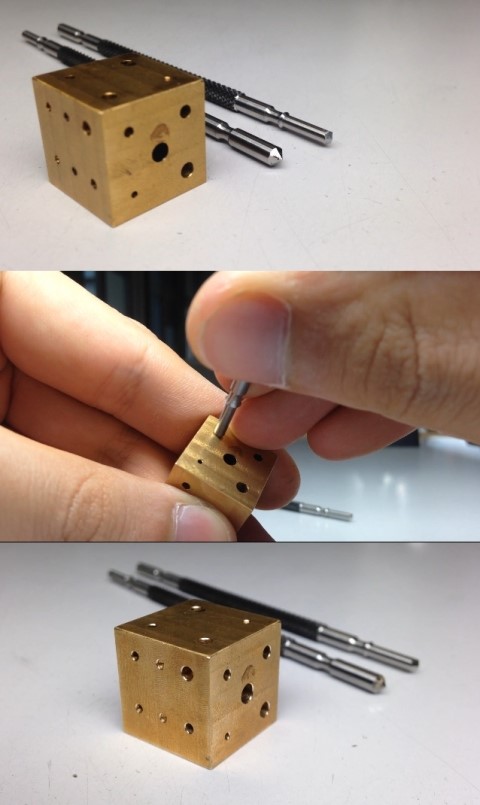
4. 스테이킹 블럭 (Staking block)
- 초기 한 달 동안은 정말 반복되는 줄질과 톱질이 이어졌고 그러다 힘들어질 때쯤
밀링머신(Milling machine)을 사용할 수 있게 되면서 작업이 조금 편해졌습니다. 이 공구는 다양하게 사용됩니다.
원래는 황동이 아닌 더 단단한 강철로 만들어지는 게 일반적입니다.
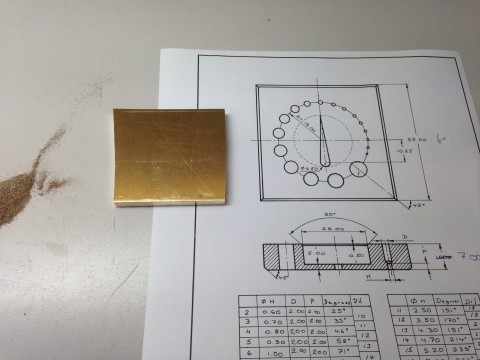

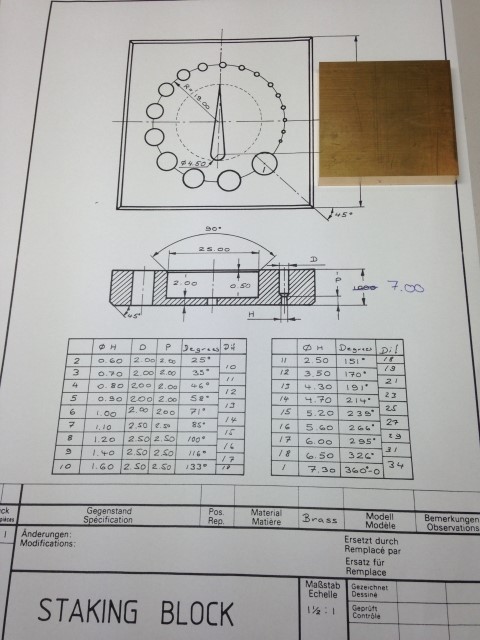

이 기계는 작업물의 중심점을 잡고 일정한 각도의 위치를 변경할 수 있으며,
스테이킹 블럭의 각기 다른 원현 선상의 홀을 뚫을 때 사용하였습니다.
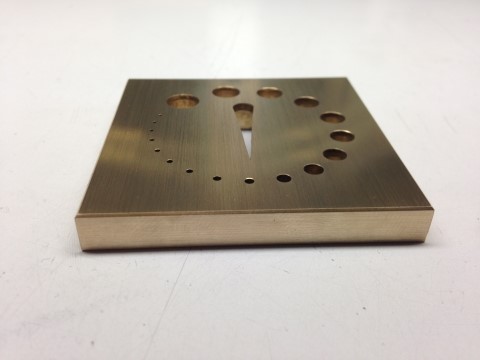
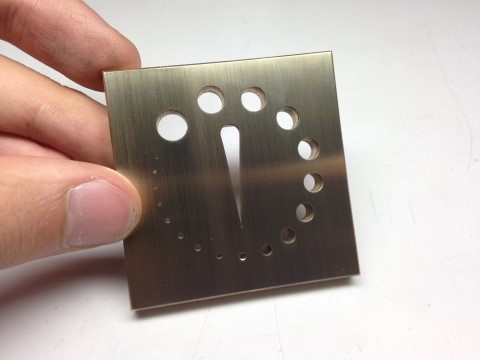
완성된 형태..
홀을 뚫은 곳에는 모따기 공구로 가공을 하고 표면은 일정한 라인 피니싱으로 마감하였습니다.
5. 주얼 조정 공구 액세서리, 배럴 닫기
- 시계에 사용되는 주얼을 조정하는 액세서리와 배럴의 커버를 닫을 때 쓰는 공구를
Schaublin 70 선반을 사용해서 만들었습니다.

정교한 작업이 가능한 선반으로 유명한 Schaublin 70 선반입니다.
이 선반의 필요한 구성품을 다 모아보면 가격이 3000만 원대 선 간다고 합니다.
Schaubalin machines SA 공식 홈페이지

처음 선반을 이용해서 만든 작업물들..

주얼 조정 공구 액세서리의 사용 예..


배럴 닫기(Barrel closer)의 사용 예.
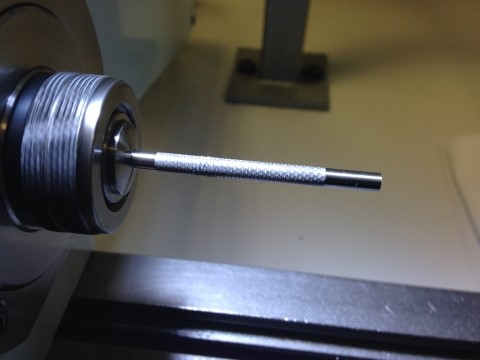
6.널링(Knurling)
- 공구를 만들 때 원형의 금속표면에 미끄러움을 방지하기 위해서 쓰이는 기법으로
다이아몬드 모양의 돌기 모양을 만들어내는 널링 공구를 사용하여 만들수 있습니다.


널링작업을 하기 위해서 필요한 준비물들입니다.

선반의 척에 작업물을 고정하고 적정 RPM을 설정한 이후에 커팅 오일을 뿌려줍니다.

널링 공구를 이용하여 일정한 힘으로 작업물을 쥐고 원하는 방향으로 널링을 만들어 갑니다.
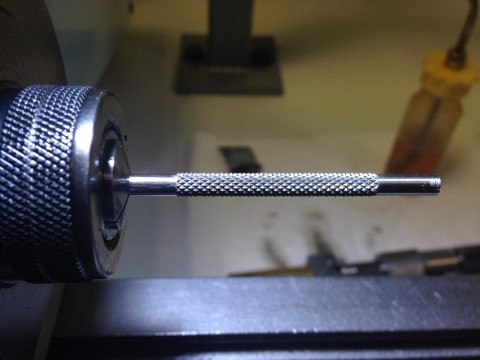
좋은 널링 모양을 갖기 위해서는 수시로 브러시로 부스러기를 없애주고 커팅오일을 뿌리면서
일정한 힘으로 널링 공구를 쥐어 가공해야 하므로 몇 번의 반복된 작업을 해야 합니다.
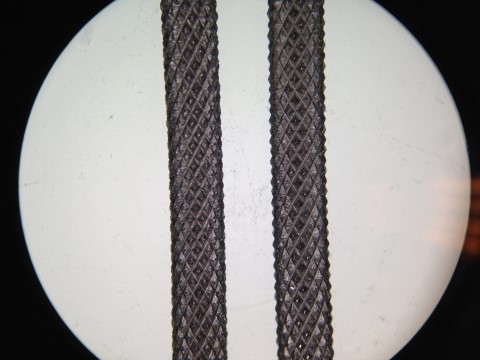
현미경으로 본 널링 상태입니다.
왼쪽은 널링의 다이아몬드 모양이 약간 불완전하며 표면에 껄끌한 상태이며,오른쪽은 고르게 완성된 상태입니다.
7.흑염법(Blackening)
- 흑염법이 필요한 이유는 널링 가공을 한 공구의 경우 담금질과 뜨임을 거치게 되면
공구의 널링된 부분이 지저분해지게 됩니다. 그래서 공구 널링 부분을 미화시키기 위해 사용되는 기법입니다.

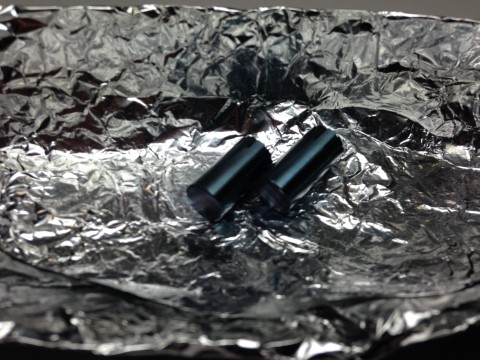
흑염법을 위한 준비물 입니다.

작업물을 살짝 가열 시켜줍니다.

널링된 금속 표면에 모터오일을 뿌려줍니다.

토치로 가열하여 모터오일이 뿌려진 작업물에 불이 붙는 것을 확인합니다.

작업물이 일정한 온도이상 가열되면 자연스럽게 모터오일의 불이 붙게 되고 불이 사그라지지
않는 상태에서 모터오일을 적셔가면서 불이 꺼지지 않게 열을 조절합니다.
널링 표면에 모터오일이 잘 코팅이 되었다 생각되면 토치의 불을 끄면 됩니다.
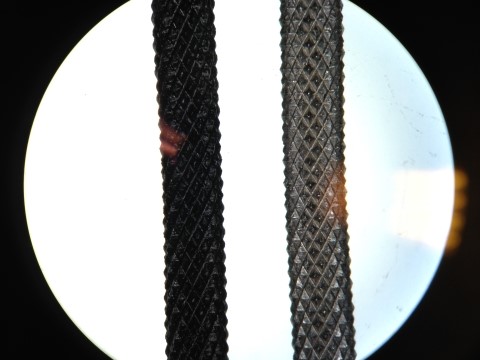
현미경으로 본 작업물.
널링가공을 한 이후에 - 흑염법을 처리한 결과입니다.
표면의 차이를 보면 모터오일이 널링된 금속 표면에 검은 막을 만들어낸 결과가 보입니다.
-Youtube에서 찾은 널링과 흑염법 동영상입니다.
8.담금질(Hardening)
- 금속이나 합금의 강도와 경도를 높이기 위한 열처리 기법으로 가열- 급랭(물이나 기름)을 이용하여 작업물
조직 사이를 단단하게 만듭니다. 담금질을 하게 되면 작업물이 단단해지기는 하지만,
너무 조직이 단단해진 탓에 작은 충격에도 쉽게 금이 가고 깨지는 취성이 높아집니다.
그래서 담금질 이후에는 꼭 뜨임을 해야 합니다.


담금질 하기전 와이어를 이용하여 수직선 상으로 고정시킨 다음 벽에 기대어 두고 토치를 이용하여
금속에 알맞은 담금질 온도까지 가열합니다.

담금질 시 온도에 따른 색 변화 차트입니다.
그리고 담금질 적정온도는 탄소 함량에 따라 다르고, 실제로 담금질을 할 때 색 구별이 쉽지 않기 때문에
학교에서는 가열 시 작업물이 오렌지색을 띄게 되면 물이나, 기름을 이용하여 급랭시키게 됩니다.

각 금속에 알맞은 담금질 온도의 색을 얻을 때까지 가열한 다음에...

바로 물이나, 기름을 이용해서 열을 급랭시켜줍니다.
사진상으로 금속이 비스듬하게 들어가 버렸지만, 가장 좋은 방법은 수직 상으로 곧바로 물이나
기름에 담가서 식히는 방법이 최선책이며, 만약 수직상이 아닌 상태로 급랭할 때 작업물이 변형되는 경우가 생깁니다.

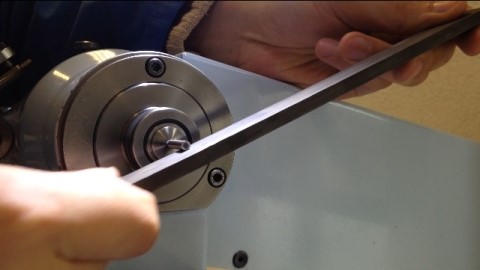
강도를 점검하기 위한 준비한 줄과 담금질이 끝난 작업물.

담금질 이후에 작업물의 강도 변화를 점검하기 위해 줄(Files)을 사용합니다.
작업자는 강도를 소리와 작업물을 쥐고 줄(Files)에 점검을 하였을 때 느껴지는 감으로 구별하게 됩니다.
9.뜨임(Tempering)
- 담금질 이후에 조직이 단단해져 작업물의 취성이 높아졌기 때문에 바로 뜨임을 해야 합니다.
이 열처리 기법은 작업물에 인성을 높여서 금속의 취성을 낮추게 됩니다.


표면을 말끔하게 처리한 상태.
담금질 이후에 검게 타버린 금속표면을 연마 공구를 이용하여 표면을 말끔하게 정리합니다.

뜨임시 온도에 따른 색 변화.
작업물마다 적정온도가 달라지기 때문에 알맞은 온도의 컬러를 선택한 다음 뜨임을 진행합니다.
시계에서 주로 볼 수 있는 대표적인 뜨임색은 나사(Screw)에서 파란색입니다.

뜨임을 위한 작업대입니다.
황동 가루를 받침에 열전도가 골고루 되도록 놓은 다음 작업물을 올리고 램프를 이용하여 가열시킨 후
온도가 상승하면서 변하는 작업물의 색을 관찰하였다가 원하는 라이트 블루 컬러로 변하면 작업물을 집어 내시면 됩니다.

다음은 실제로 뜨임을 할 때.
온도 변화에 따른 색에 대해 궁금하실 분들이 있으실 것 같아서 변화를 모아 보았습니다.

학교에서 열처리를 하기 위해 사용되는 전기가마입니다.
뜨임은 작업대로 작업하는 것보다 전기가마를 이용하는 것이 작업할 때 더 좋은 열처리를 결과를 얻어낼 수 있습니다.
작업물 조직 내에 변화를 보다 완벽하게 처리해주기 때문입니다. 그러나 온도 변경이 짧은 시간 안에 되지 않기 작업하는
시간이 오래 걸리는 단점이 있습니다.

실험1. 가정용 오븐을 이용하여 블루컬러 스틸 만들기.
숙소에 있는 오븐으로 블루컬러 스틸을 만들 수 있는지에 대한 호기심으로 시작했었는데 결과가 좋았습니다.
그러나, 가정용 오븐의 온도 정확성이 떨어져서 275도가 최대 온도 였으나 색 변화를 보면 300도가 넘는 색을
띄고 있어서 놀랐습니다. 그리고 궁금하시다고 집에서 따라 하시면 안되실 것 같습니다.
가정에서 실험하다가 잘못해서 폭발 사고라도 당하시면 제가 책임져 드릴 수 없습니다.ㅠ
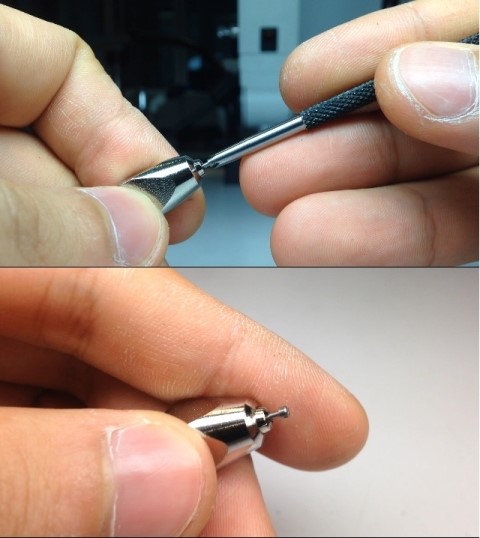
9. 센터 펀치(Centre punch)
- 드릴링 작업물의 홀을 뚫으려고 하는 중심과 드릴을 정확하게 맞추기 위해서 사용되는 툴입니다.
그리고 일반적인 시계 공구에 사용되는 소재는 (Sliver steel)을 사용합니다.

Schaublin 70 선반과 핸즈 그레이버를 이용하여 뾰족한 포인트와 뒷면의 형태를 만들었습니다.
그리고 널링 - 흑염법 - 담금질 - 뜨임 순으로 처리하였고 마무리 피니싱까지 끝낸 상태입니다.
* 뜨임- 센터펀치의 경우 단단한 금속에 사용되는 공구이기 때문에 얻어야 하는 컬러 색깔은 연한 노란색입니다.
이유는 뜨임의 온도가 높을수록 인성이 높아져 금속이 연해 지기 때문입니다.

망치를 이용해서 작업물 중심에 센터링 펀치를 한 상태입니다.
10. 홀 모따기 (Three-tooth cutter)
- 드릴링 이후에 생기는 홀 주변의 부스러기들을 제거하거나, 날카롭게 생겨난 부분을
각을 주어 비스듬하게 만들어 주는 공구입니다. 그리고 일반적인 시계 공구에 사용되는 소재는 (Sliver steel)을 사용합니다.

Schaublin 70 선반과 밀링 시스템을 결합하여 앞쪽 포인트 각을 계산하여 만들었습니다.
그리고 널링 - 흑염법 - 담금질 - 뜨임 순으로 처리하였고 마무리 피니싱까지 끝낸 상태입니다.* 뜨임- 홀 모따기의 경우 단단한 금속에 사용되는 공구이기 때문에 얻어야하는 컬러색깔은 연한 노란색 입니다.
이유는 뜨임의 온도가 높을수록 인성이 높아져 금속이 연해지기 때문입니다.
홀 모따기(Chamfering) 의 사용 예.
홀 모따기 공구를 이용하여 홀 주변에 모따기가 적용된 변화를 확인하실 수 있습니다.
11. 나사 머리 모따기(Inverted cutter)
- 작은 나사의 머리 부분에 부스러기나 날카로운 모서리의 모따기를 하기 위한 공구입니다.
그리고 일반적인 시계 공구에 사용되는 소재는 (Sliver steel)을 사용합니다.

Schaublin 70 선반으로 전반적인 틀을 만들고 난 이후에 줄(Files)을 이용하여 앞쪽 포인트를 가공했습니다.
그리고 널링 - 흑염법 - 담금질 - 뜨임 순으로 처리하였고 마무리 피니싱까지 끝낸 상태입니다.* 뜨임- 나사 머리 모따기의 경우 단단한 금속에 사용되는 공구이기 때문에 얻어야 하는 컬러 색깔은 연한 노란색입니다.
이유는 뜨임의 온도가 높을수록 인성이 높아져 금속이 연해 지기 때문입니다.
나사 머리 모따기(Chamfering) 의 사용 예.
12.루프(Loupe) 구멍 내기
- 루프(Loupe)를 커스텀(Customize) 하였습니다.
학교에서 작업을 하다 보면, 상시 착용을 해야 될 만큼 사용빈도가 많아져 버리는 바람에 눈에 밀착된 루프는
내부와 외부 공기 차이에 따라 렌즈 앞이 뿌옇게 되어버리곤 합니다. 그럴 때면 자주 루프의 위치를 바꿔줘야
하는 번거로움이 생겨서 밀링머신으로 루프를 커스텀 해 보았습니다.
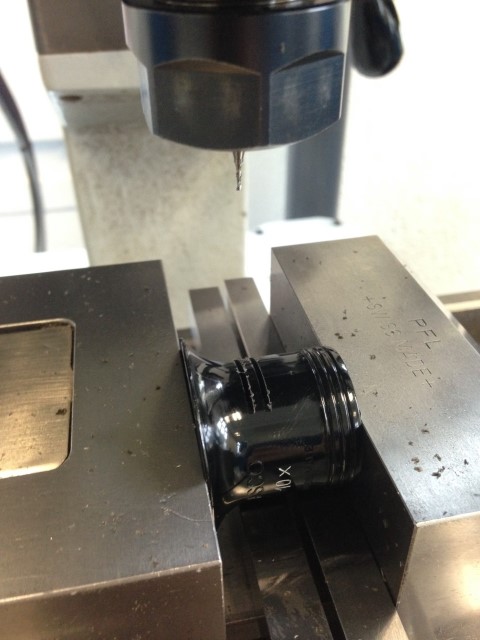
밀링 머신을 사용하여 커스텀 하는 중..


완성된 루프들..


루프 렌즈 세척 법.
세척은 본체와 렌즈를 분리한 이후에 렌즈를 비눗물을 이용하여 세척하시면 됩니다.
만약 알코올성으로 세척하시면 렌즈의 코팅이 벗겨질 수도 있으니 알코올성 용액은 사용하지 않으시길 바랍니다.
그리고 건조는 휴지를 이용하시거나 고운 천을 사용하며 되도록 스크래치가 생기지 않게 조심하셔야 합니다.
---------------------------------------------------------------------------------------------------------------------------
이상으로 전부 소개해드리지 않았습니다만..
첫 학기의 전반부에 소개해 드릴 부분은 거의 다 마친것 같습니다.
그리고 제가 이번 학기가 끝나고 바로 여행을 계획하고 있어서 일단 정리된 부분만 먼저 소개해 드렸습니다.
혹여나 정리가 더 빨리 정리되면 다음 후반부는 Watchmaker가 되는 첫 단계 Winding-stem 제작에 대해서 소개해 드리겠습니다.
여행은 크리스마스 연휴 동안 런던과 파리 자유여행(8박 9일)을 계획하고 있습니다.
런던에서는 빅벤(Big ben)도 보고, 뮤지컬 관람, 쇼핑을 생각하고 있습니다.
그리고 파리에서는.. 눈 덮인 에펠탑을 기대하고 있지만 눈이 내려줄지는 운을 따라야겠네요ㅎ
그럼 이만, 연말 모임으로 다들 바쁘실 텐데.. 2013년 마무리 잘 하시길 빌겠습니다.
긴 글 읽어 주셔서 감사합니다.
좋은 하루 되세요. :D
타임포럼 뉴스 게시판 바로 가기
인스타그램 바로 가기
유튜브 바로 가기
페이스북 바로 가기
네이버 카페 바로 가기
Copyright ⓒ 2024 by TIMEFORUM All Rights Reserved.
게시물 저작권은 타임포럼에 있습니다. 허가 없이 사진과 원고를 복제 또는 도용할 경우 법적인 처벌을 받을 수 있습니다.


![WOSTEP STORY[2학기 2/2]](https://www.timeforum.co.kr/files/thumbnails/535/232/011/282x200.crop.jpg?20190103092347)


![WOSTEP STORY[2학기 1/2]](https://www.timeforum.co.kr/files/thumbnails/703/570/010/282x200.crop.jpg?20170316134626)

![WOSTEP STORY[1학기 2/2]](https://www.timeforum.co.kr/files/thumbnails/270/668/009/282x200.crop.jpg?20170316143158)
![WOSTEP STORY[스위스 시계산업 지도]](https://www.timeforum.co.kr/files/thumbnails/138/425/009/282x200.crop.jpg?20170316143158)
![WOSTEP STORY[1학기 1/2]](https://www.timeforum.co.kr/files/thumbnails/710/424/009/282x200.crop.jpg?20170316134626)
![[WOSTEP STORY] 입문 서적](https://www.timeforum.co.kr/files/thumbnails/625/949/008/282x200.crop.jpg?20170316143158)

![[추석특집] 문페이즈(Moon Phase) 워치 베스트](https://www.timeforum.co.kr/files/thumbnails/520/139/012/282x200.crop.jpg?20160928024020)

