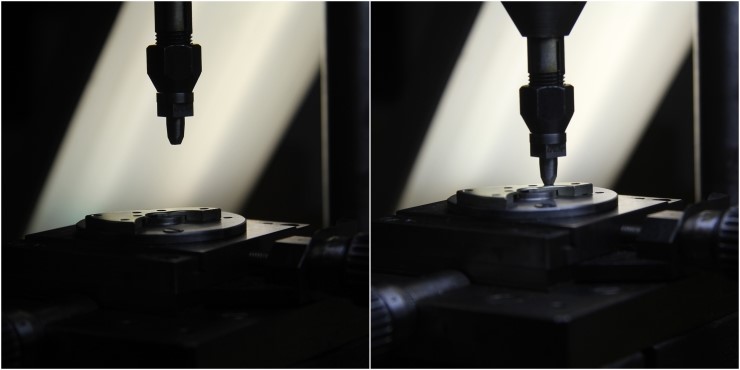
마지막으로 프레스 펀칭기를 통해서 어떻게 제네바 인증 마크가 무브먼트에 새겨졌는지 확인할 수 있는 사진입니다.
새로운 제네바 인증 마킹법
새로운 제네바 인증 마킹을 담당하게 된 파시스 PHASIS라는 회사는 나노기술, 금속학, 신소재, 포지셔닝(Positioning) 등을 전문적으로 다루고 있으며, 제네바 주요 산업에 유용할 만한 응용 분야의 개발을 도맡아서 연구하는 곳입니다.
그리고 새로운 마킹 기술을 얻어내기까지 수년이 넘는 기간에 걸쳐 계속 투자해 왔으며, 물질 물리학이나 미세 포지셔닝 기술, 고속 전자공학 등을 아우르는 폭넓은 분야의 핵심기술들을 적용시켜 왔다고 합니다. 그렇게 얻어진 이 기술로 진위를 증명할 수 있는 값비싼 금속 물질들이나 부품 등에 마킹이 가능하게 되었다고 하네요.
사용의 예로) 항공 우주 부품, 의료용 인공물, 의료 관련 기구, 귀금속, 무브먼트 등.
마킹 공정은 금속 표면에 아주 미세한 수준의 변화를 주는 방법으로 시계 안에 들어가는 작은 부품에도 마킹을 가능하게 하는 이점이 있다고 합니다. 또한, 새 기술은 세 가지 프린터 사이즈에서 작업이 가능하고 곧바로 금속의 원석 판이나 조립이 완성된 부분에도 적용이 가능하기 때문에 마킹을 언제 할 것인지만 제조자가 정하면 된다고 합니다.
새로운 제네바 인증 장점들..
● 새로운 마킹 기술은 비 접촉식으로 극도로 얇고 섬세한 금속 부품에도 마크를 새길 수 있습니다.
● 새 기술은 여유각(Clearance angle)을 남겨두지 않아 제조자는 인증 마크를 손상시킬 염려 없이 마감 단계를 진행할 수 있습니다.
● 새로운 인증 마크는 윤곽이 더 선명하며 훨씬 뚜렷합니다.
● 새로운 인증 마크에 펀치로 인해 생기는 판(Plate)의 찌그러짐이나 위치가 이동되는 문제가 발생하지 않습니다.
● 강철, 초경합금, 백금과 같은 귀금속 등 다양한 종류의 금속에도 마크를 새길 수 있습니다.
● 기술의 진보를 통해 부품의 물질적인 온전성을 보존할 수 있게 되었습니다.
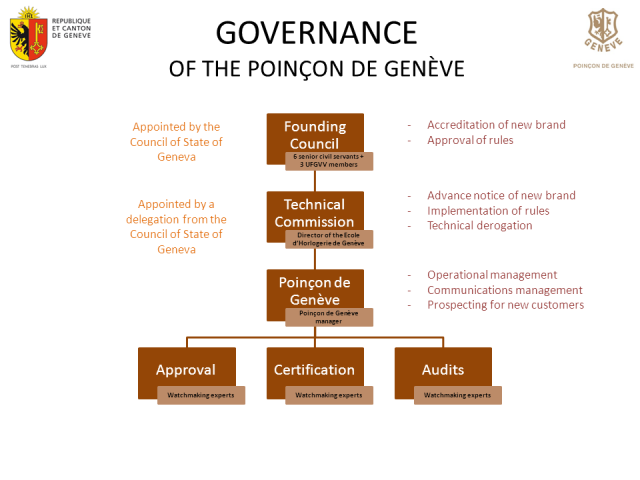
설립위원회 (FOUNDING COUNCIL)
제네바 주 의회에 의하여 권한이 부여된 최상급 기관인 타임랩(TIMELAB)은 설립 위원회입니다.
해당 위원회는 법에 근거한 기관이며, 제네바 인증의 유일한 승인권자입니다.
타임랩은 제네바 주에 위치하고 있으며 수장의 역할은 공공교육, 문화 및 스포츠 부서에서 추천하는 1명의 대표자가 맡게 됩니다. 설립위원회는 해당 기관의 규칙과 자격을 갖춘 인원들의 일반 근로 조건을 주 의회에 제출하며 주의회는 이를 승인합니다.
타임랩은 스위스의 사법에 근거하여 제네바 주의 후원 하에 설립되었습니다.
설립위원회는 주 의회에 의하여 지명된 9명의 구성원으로 이루어져 있으며 이들은 다음과 같습니다 :
a) 공공교육, 문화 및 스포츠 부서가 추천하는 3명의 대표자: 3명 중 적어도 1명은 시계 기술 전문 교육 센터, 1명은 제네바 시계학교에서 추천되어야 합니다.
b) 지방행정, 경제 및 보건 부서에서 추천하는 2명의 대표자.
c) 재정 부서에서 추천하는 1명의 대표자.
d) 제네바(Geneva), 보(Vaud) 및 발레(Valais) 주의 시계 제조자 연합에서 추천하는 제네바 시계 제조 분야에 종사하는 3인의 대표자
기술 위원회 (Technical Commission)
기술 위원회는 입법기관의 역할을 하며 해당 위원회의 임무는 인증기준을 규정하고 기술적인 혁신을 반영하기 위한 규칙을 최신화하는 일을 합니다. 또한, 4년마다 설립위원회에서 제네바 인증에 대한 기량과 지식에 근거하여 7명으로 이루어진 기술 위원을 임명합니다.
기술 위원회는 기술교육센터(제네바 시계학교)의 교장이 이끌고 있으며 교장은 이러한 역할을 경영진의 또 다른 구성원에게 위임할 수 있으며, 시계의 서로 다른 기술적인 부분들에 요구되는 피니싱 및 작업의 질적 수준을 결정하는 책임을 맡고 있습니다. 추가적으로, 제네바 인증 마크가 부여될 무브먼트 부품을 식별하는 역할도 수행합니다.
제네바 인증 사무소 (Poincon de geneve office)
제네바 인증 사무소는 행정기관의 역할을 수행하며 승인, 인증 및 심사를 통하여 시계 제조의 전 단계에 걸쳐 제네바 인증 기준의 적용을 지속적으로 감독합니다.

인가된 직원 (APPROVED EMPLOYEES)
제네바 인증을 담당하는 직원들은 제네바 출신이어야 하며, 해당 직원들의 역할은 각각 무브먼트의 검사, 인장 부여 작업 및 작동 테스트 그리고 증명서 사본 및 홍보물 제작으로 구성됩니다. 또한, 해당 직원들은 개인적인 용도로도 시계 제조를 할 수 없고 시계의 판매에 직간접적으로 관련되는 것도 금지됩니다.
승인 (APPROVAL)
무브먼트의 모든 부품 그리고 추가 모듈 및 외장 부품에 대한 모든 부품들은 제네바 인증의 기준을 준수하여야 합니다.
신청자는 다음의 문서들을 순서대로 제출하여야 합니다:
- 적절하게 작성된 승인 신청서.
- 2차원 설계도.
- 모든 무브먼트 및 추가 모듈 (전용 공구 포함).
- 조립된 무브먼트 및 모듈.
- 모든 외장 부품.
다음, 모든 부품들이 제네바 인증의 기준을 충족하는 것으로 판명되면, 신청자는 다음을 제출하여야 합니다:
- 조립된 무브먼트 및 레퍼런스 모듈.
- 모든 무브먼트 부품, 추가 모듈 및 외장 부품 (전용 공구 포함).
신청 절차가 모두 완료되면 제네바 인증 사무소는 승인 보고서를 작성합니다.
인증 (CERTIFICATION)
인증은 승인된 각각의 무브먼트 및 추가 모듈에 대하여 수행되며, 실제 이미 승인된 부품과 모든 면에서 일치하는지를 평가하게 됩니다.
무브먼트 인증은 다음과 같이 진행됩니다. :
- 신청자의 사업장에서 진행.
- 전적으로 신청자의 책임 하에서 진행.
- 다양한 부품의 제조 전 단계에 걸쳐서 진행.
검사는 생산의 여러 단계에서 이루어집니다:
- 부품 재고조사
- 무브먼트 조립
- 조립된 무브먼트 재고조사
증명서 (CERTIFICATION)
발행된 증명서는 “시계 무브먼트에 대한 설명, 제조번호, 검사 인장 및 제조 결함에 대한 제조사가 서명한 책임 문구”를 포함하여야 합니다. 그리고 제네바 인증 증명서를 복제, 위조 또는 변조하는 것이 발각될 경우 형법 조항에 의하여 처벌받게 됩니다.
검사 (AUDIT)
검사는 제네바 인증 사무소에서 근무하는 직원들에 의하여 수행됩니다. 이 직원들은 신청자의 검사 자료뿐만 아니라 모든 생산부서 및 설비에 접근할 수 있어야 하며, 검사는 활용되는 검사 방법과 모니터링 주기를 규정하는 관리 계획에 따라서 진행하게 됩니다.
주기적인 검사의 목적은 각각의 부품이 이미 승인된 무브먼트에 따라 제네바 인증에 의하여 규정된 기준을 엄격하게 준수하고 있음을 보장하기 위함입니다.

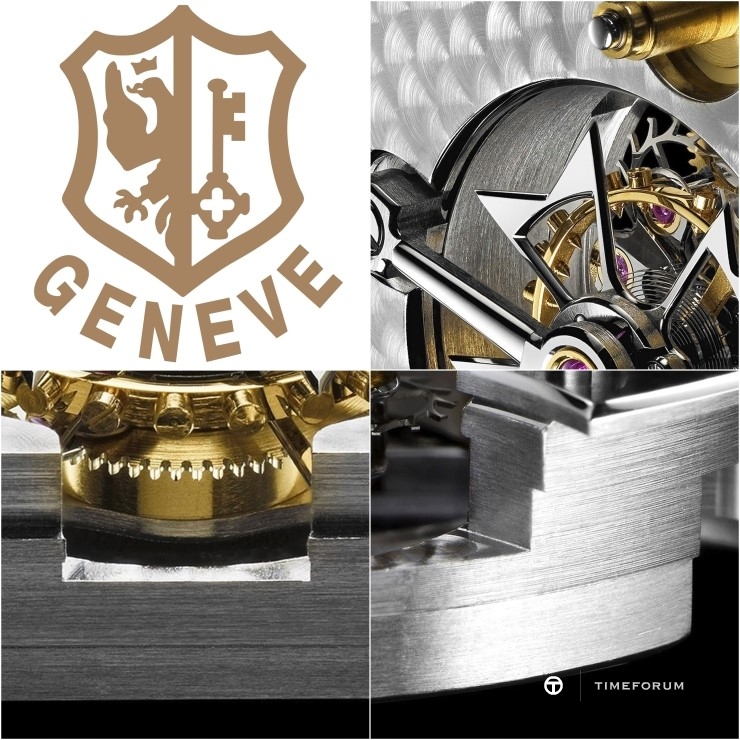
Philippe Dufour's Simplycity...
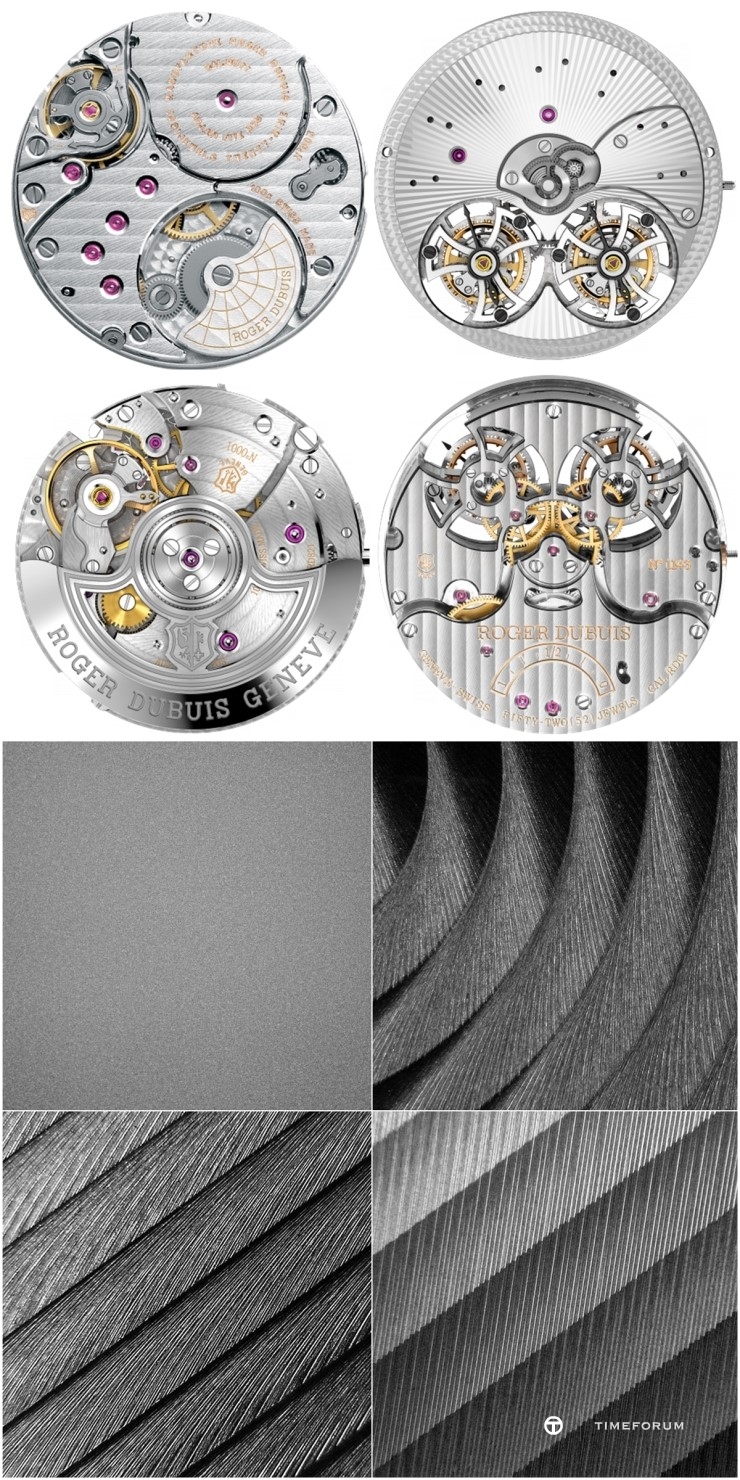
다음, 소개할 내용은 제네바 인증이 추구하는 색깔을 극적으로 표현해 낸 필립듀포의 심플리시티를 가지고 제네바 인증을 받기 위해 각 부품마다 어떤 작업들이 이루어졌는지 이야기해볼까 합니다. 이유는 현재 스위스를 대표하는 시계의 명장이 직접 만든 시계를 확인해 보고 난 이후에 소개될 제네바 인증을 받은 고급시계들이 가진 여러 피니싱도 비교해 보시면 좋을 것 같다는 생각에 소개해 드립니다.
(* 한 가지 집고 넘어가자면 필립 듀포의 심플리시티는 제네바 인증을 받은 무브먼트는 아닙니다. 다만, 이 무브먼트에 표현해낸 모든 작업들이 제네바 인증에서 얻기 위한 무브먼트 피니싱 기준들에 부합하고 비교 분석하기에 좋은 자료이었기 때문에 위에 사진들이 사용했음을 알려드립니다.)
A: 브릿지 모서리는 라운드 형태에 밸브링이 되어있고 작업 면은 폴리싱 처리되어 있습니다.
B: 메인 플레트와 브릿지 옆면은 기계적인 흔적을 지우기 위해 일정한 결로 무광 처리되어 있습니다.
C: 메인 플레이트 표면에 일정한 모양의 페를라주로 장식되어 있습니다.
D: 무브먼트 쪽으로 보이는 휠의 피벗(Pivots), 핀(Pins)과 스크루(Screws) 의 밑면은 모두 폴리싱 처리되어 있습니다.
E: 주얼의 홀 주변에는 카운터 싱킹(Counter sinking)이 되어있고 경사진 면은 폴리싱 처리되어 있습니다.
F: 브릿지 윗면에 제네바 스트라이프(Geneva Stripe, Cotes de Geneve)로 장식되어 있습니다.
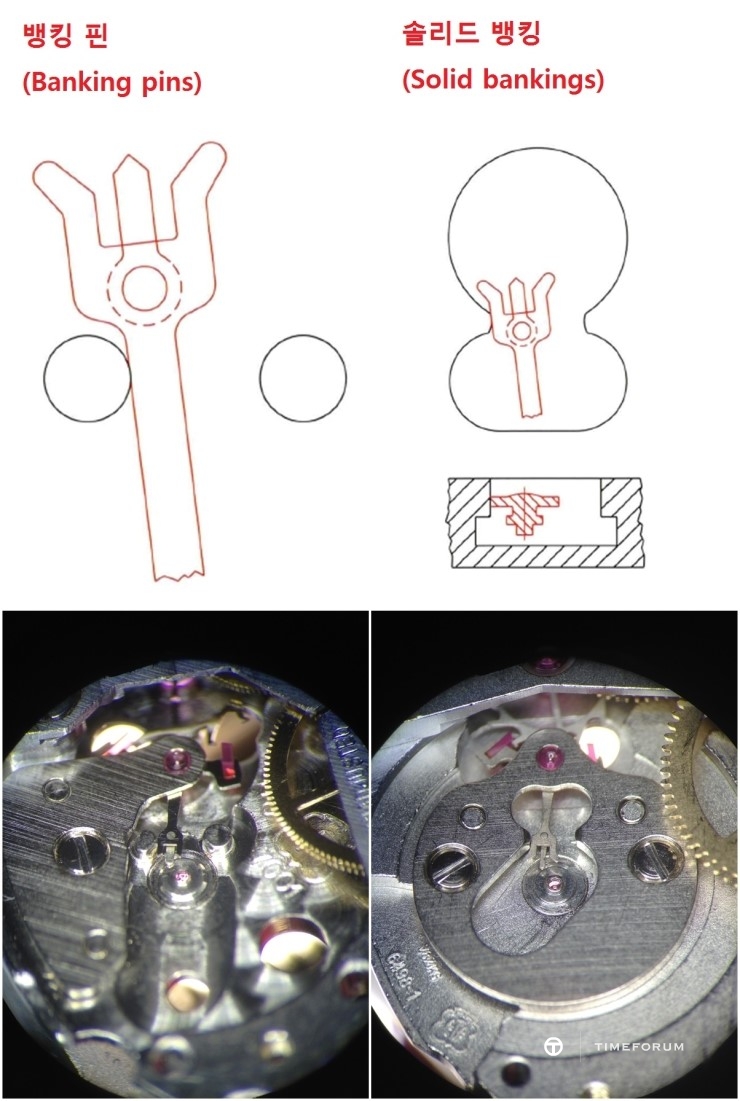
G: 이스케이프먼트의 뱅킹 시스템은 솔리드 뱅킹을 채용하고 있습니다.
H: 밸런스의 스터드는 둥근 형태를 띤 제네바 스터드로 채용하고 있습니다.
I: 시계의 오차를 조정할 수 있는 장치는 가변 관성으로 조절이 가능한 자이로 맥스를 채용하고 있습니다.
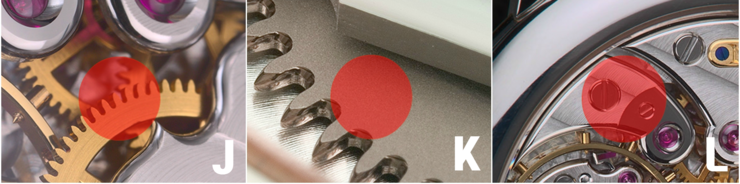
J: 기어 트레인의 휠들은 기계적인 흔적을 지우기 위해 일정한 결로 마감되어 있으며, 휠의 교차 부분에는 밸브링 되어있습니다.
K: 래칫 휠과 크라운 휠의 표면에는 기계적인 흔적을 지우기 위해 특정한 피니싱 처리되어 있습니다.
L: 모든 스크루의 머리 부분에는 모따기와 블랙 폴리싱이 되어있습니다.
제네바 인증의 심사 기준
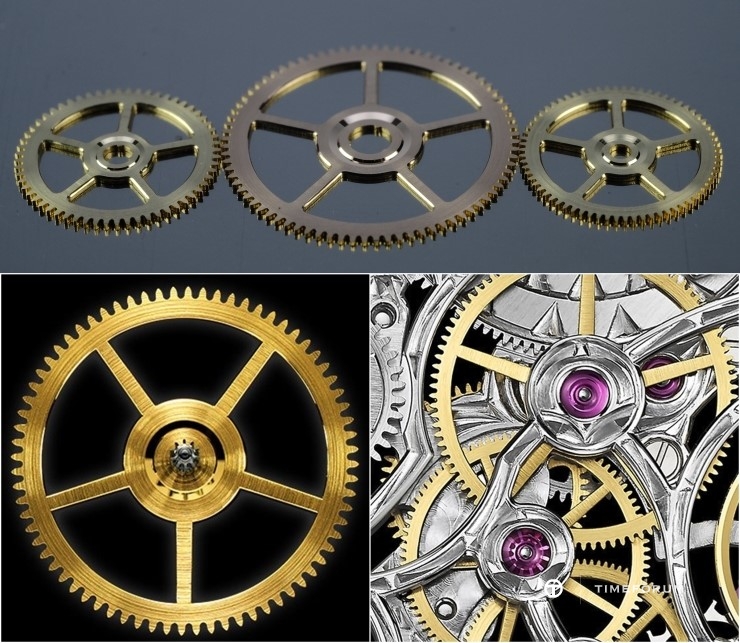
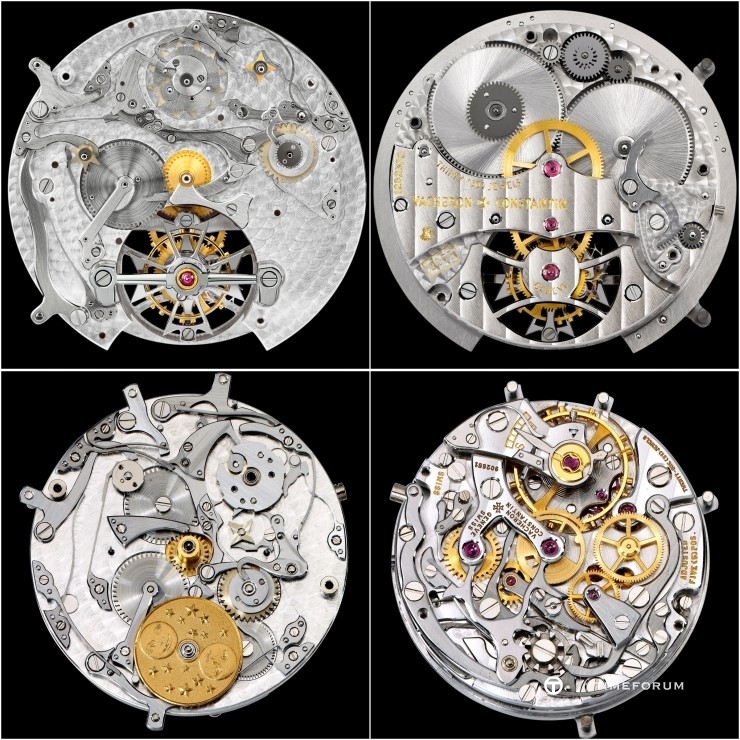
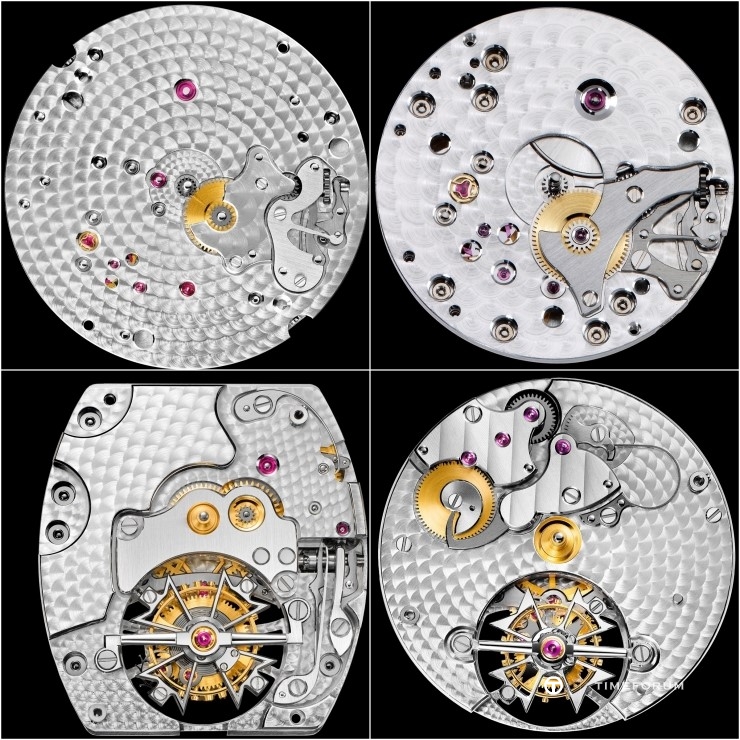
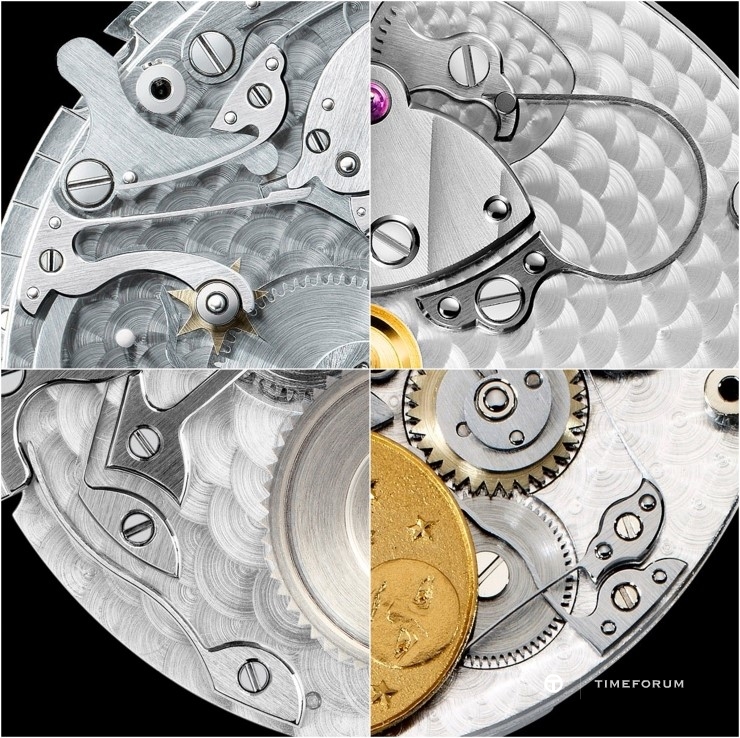
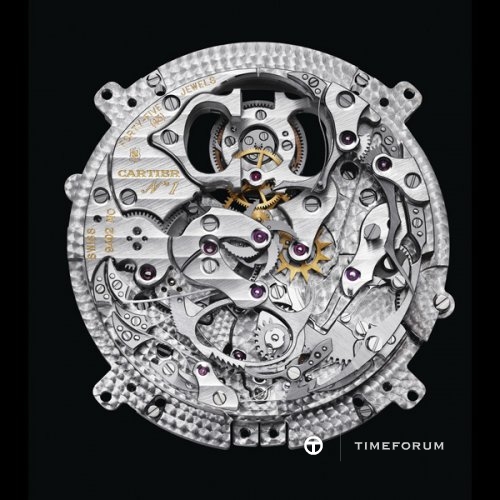
지금부터 제네바 인증 마크가 새겨진 시계 무브먼트는 어떻게 일반 시계의 무브먼트들과 차별화되어 있는지 확인하고 제네바 인증을 위해 어떤 심사 기준들을 지켜야 하는지 알아보도록 하겠습니다.
위 사진 속에 무브먼트들은 모두 제네바 인증 마크(Poincon de Geneve)가 새겨진 무브먼트들입니다.
시계 케이스 가려져 있어서 무브먼트가 가진 미를 몰랐을 뿐이지 그 자체만 보더라도 굉장히 화려하고 하나에 멋진 공예품으로 봐도 무색할 정도로 부품 하나하나씩 전문 기술자가 직접 피니싱 작업을 통해서 가치가 높게 보이도록 만들어졌습니다. 바로 기계적인 딱딱함 대신에 수공예로 만들어 멋들어진 피니싱이야말로 제네바 인증 마크가 보여주는 색깔이라고 생각합니다.
베이스 플레이트(Baseplates)
기타 장치들을 설치하기 위한 메인 플레이트(Main Plate), 브릿지(Bridges)의 견고한 부속들로서, 기어 트레인(Gear trains)과 이스케이프먼트(Escapement), 밸런스(Balance) 등 무브먼트 구성에 기본이 되는 것들 이외에 기능에 따라 부가적으로 여러 장치들이 장착되게 됩니다.
또한, 무브먼트 중에서 기계적으로 가장 가공 면적이 큰 사이즈에 속한 부품들이기 때문에 제네바 인증(Poincon de Geneve)을 부여받기 위해서는 불필요한 가공 흔적을 완벽히 지울 것을 명시하고 있습니다. 그리고 가장 매력적인 장식들이 엄격한 기준에 따라 적용되게 됩니다.
제네바 인증(Poincon de Geneve)을 얻기 위해 메인 플레이트(Main plate)와 브릿지(Bridges)는 다음의 사항들을 충족시켜야 합니다. :
1. 메인 플레이트와 브릿지의 각이 진 모서리 부분은 광이 나는 밸브링(Beveling)으로 잘 마무리돼있어야 합니다.
2. 메인 플레이트와 브릿지 측면에 있는 기계적인 마크를 제거하기 위해 일정한 결의 무늬로 가공해야 합니다.
3. 메인 플레이트와 브릿지의 표면은 페를라주(Perlage)로 마감을 하거나, 다른 표면 마감 처리로 모든 기계가공 흔적을 완전히 지울 수 있어야 합니다.
4. 메인 플레이트와 브릿지를 안정적으로 고정시키기 위한 핀(Bridge supports)들은 매끄럽게 다듬어져 있어야 하며, 보이는 부분은 광택이 나도록 피니싱 해야 합니다.
5. 드릴링 된 홀의 경우에 카운터 싱킹(Countersinking- 홀 위쪽을 원뿔형으로 넓히는 작업)을 하고 경사면은 광택이 나야 합니다.
6. 보석용 홀(Jewel holes) 주변 또한 카운터 싱킹으로 돼있어야 하고 경사면은 광택이 나도록 작업해야 합니다.
7. 브릿지(Bridges)의 위 표면에는 코트 드 주네브(Cotes de Geneve) 무늬로 피니싱을 하거나 그 외 다른 피니싱으로 기계적인 가공 흔적을 완벽히 지울 수 있도록 해야 합니다.
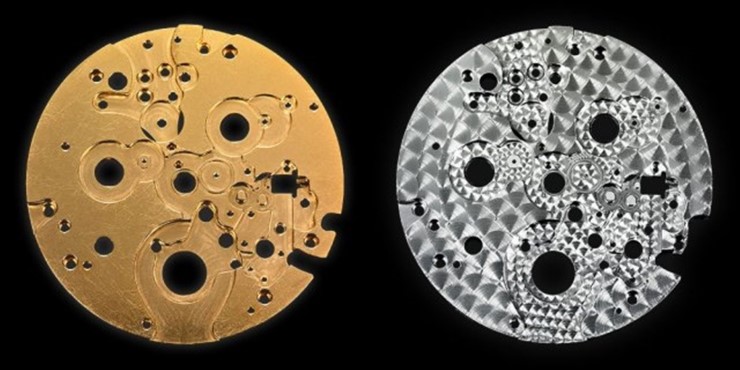
Before / After
제네바 인증을 얻기 위한 메인 플레이트에 모든 피니싱이 끝난 상태에 전/후 비교 사진입니다.
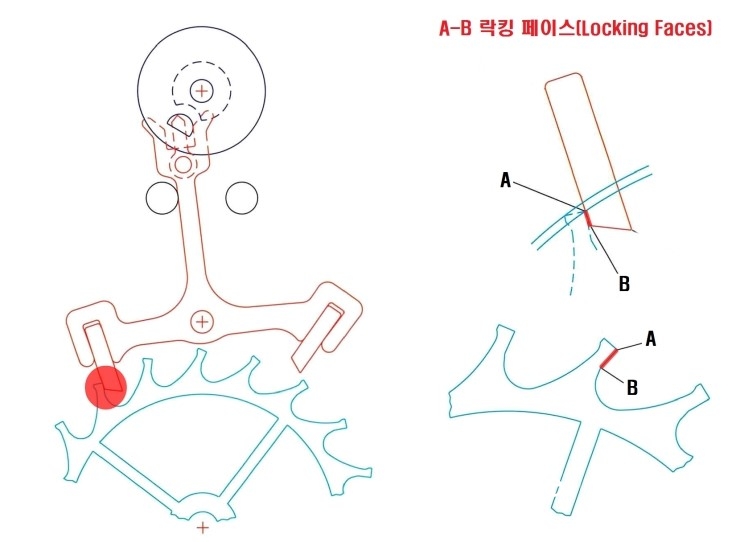
이스케이프먼트(Escapement, 탈진기)
이스케이프먼트는 기어 트레인과(Gear trains)과 레귤레이팅 장치(Regulating organ) 사이에 위치하고 있습니다.
그리고 무브먼트가 정상적으로 작동하는데 있어서 중요한 부품 중에 하나이므로 엄격하게 심사하는 부품입니다.
제네바 인증에서는 무브먼트 직경에 따라 이스케이프 휠의 최대 두께를 아래와 같이 구체적으로 명시하고 있습니다.
1. 무브먼트의 총 직경이 18mm 이상일 경우 :
이스케이프 휠(Escape-wheel)의 두께가 0.16mm를 초과해서는 안되고 톱니 이빨들의 락킹 페이스(Locking-faces)들은 반드시 광이 나게 처리돼 있어야 합니다.
2. 무브먼트의 총 직경이 18mm 미만일 경우:
이스케이프 휠(Escape-wheel)의 두께가 0.13mm를 초과해서는 안 되고 톱니 이빨들의 락킹 페이스(Locking-faces)들은 반드시 광이 나게 처리돼 있어야 합니다.
3. 스터드와 레귤레이터를 제외하고 팔렛포크의 뱅킹 시스템은 솔리드 뱅킹(Solid banking)을 사용해야 합니다.
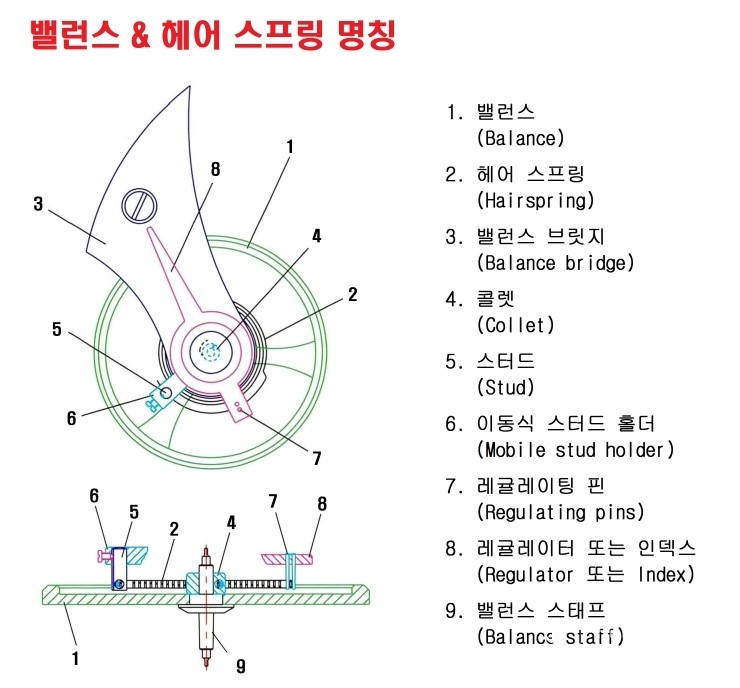
스터드(Stud)와 레귤레이터(Regulator)
스터드와 레귤레이터 두 개의 부품은 밸런스 스프링 작동과 밀접한 관련이 있습니다. 그래서 스터드가 밸런스에 부착되어 있는 경우, 레귤레이터로 밸런스의 스프링 길이를 달리함으로써 시계의 오차를 조절할 수 있습니다. 밸런스 스프링을 고정시키기 위해 사용되는 장치들이 많이 있지만 제네바 인증을 얻기 위해서는 그중에서도 엄격한 기준에 따른 가장 품질 좋은 것만 사용을 허용합니다.
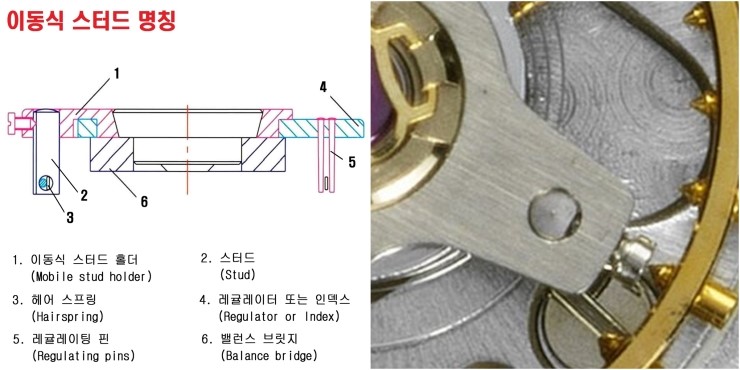
1. 밸런스 스프링은 둥근 형태를 띤 제네바 스터드 밑부분에 위치한 홈이 있는 판에 의해서 고정될 수 있습니다.
2. 이동식의 스터드 홀더(Stud holder)는 제자리에 고정시킬 수 있다는 전제하에 사용할 수 있습니다.
3. 인덱스(Split or Fitted Indexes)의 경우에 고정 장치를 사용할 수 있지만, 울트라 씬(Ultra Thin)과 같은 얇은 무브먼트에는 제외됩니다.
4. 인덱스 장치 이외에 자이로 맥스 / 스크루 밸런스 타입 등 가변 관성(variable inertia)으로 오차 조절이 가능한 밸런스 휠 역시 허용됩니다.
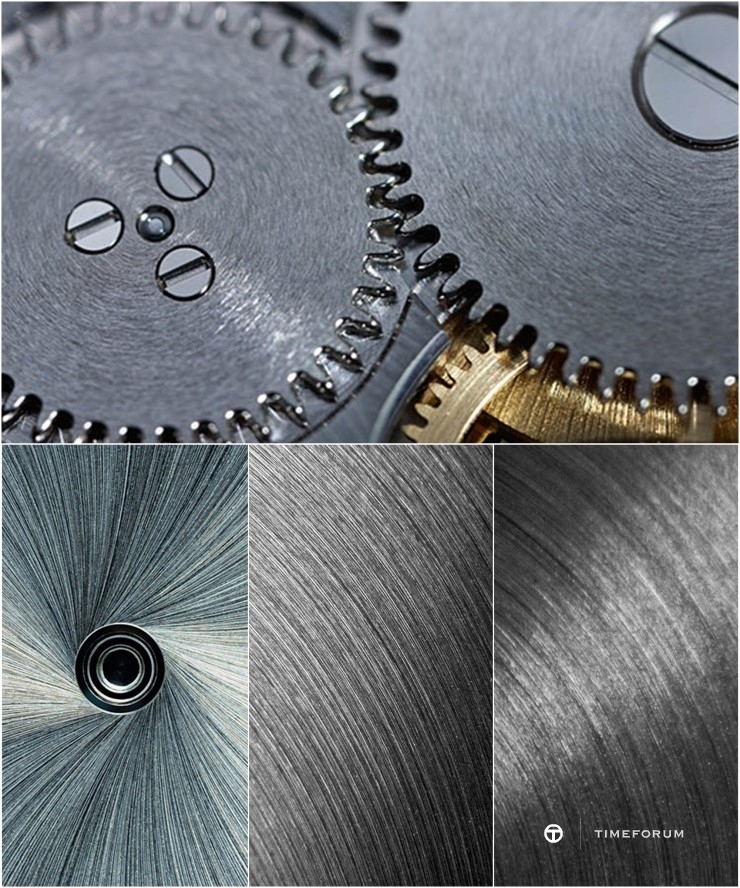
기어 트레인(Gear trains)
기어 트레인은 시계 장치의 일부로써 기계가공 흔적을 지우기 위해 매우 엄격한 장식 기준을 따라야 하며, 마감 처리는 어떠한 곳에도 결점이 보이지 않기 위해 많은 시간과 공을 들여서 처리해야 합니다.
제네바 인증을 얻기 위한 시간 표시 기어 트레인(Going train) 휠의 마감 처리 조건입니다.
1. 휠(Wheels)의 양쪽 면 모두 모따기가 돼 있어야 합니다.
2. 휠의 두께가 최대 0.15mm까지 인 경우에 단일 모따기(Single chamfer)를 허용합니다.
3. 휠 중앙에 싱크(Sinks)가 있는 경우에 광택이 나야 합니다.
4. 휠 두께가 0.15mm 미만인 경우, 단일 싱크(Single sinks)를 허용합니다.
5. 휠의 싱크(Sink)의 모양과 위치는 광택이 난다는 전제하에 작업자의 재량에 맡겨집니다.
6. 휠의 교차 부분(Crossing), 중심(Hub), 테두리(Rim)는 모두 모따기가(chamfered) 돼 있어야 합니다.
7. 피니언의 페이스(Faces)를 포함해 피벗의 축(Axle)과 피벗(Pivot)의 기능적 부분들은 반드시 버니싱 (Burnishing) 돼 있어야 합니다. 그 외 부분들은 기계가공 흔적을 완벽히 지울 수 있도록 마감 처리가 돼있어야 합니다.
8. 피니언 페이스(Pinion faces)는 반드시 기계가공 흔적을 완벽히 지울 수 있도록 마감 처리가 돼있어야 하며, 피니언 모서리에 일어난 버(Burr, 꺼끌꺼끌하게 일어난 부분)을 둥글게 처리하거나 평평하게 처리해야 합니다. 그 밖의 여타 마감 작업들 역시 앞서 말한 조건들을 위배하지 않는 조건 하에서 허용됩니다.
9. 피니언의 이빨(Leaves)들은 기능적 부분들에 변경을 가하지 않은 채로 광택이 나게 처리돼 있어야 합니다.
시간 표시 기어열(Going train) 밖에 있는 휠의 조건:
1. 모든 기계가공 흔적을 완벽히 지울 수 있도록 마감 처리가 돼있어야 합니다.
2. 사용된 재질이 허용하는 한, 광택이 나게 마감 처리가 돼있어야 합니다.
3. 휠에 교차 부분(Crossings)이 있는 경우에 마감 처리를 기어 트레인 휠(Going-train wheels)과 같은 방식으로 돼야 합니다.
4. 래칫 휠(Ratchet-wheel)과 크라운 휠(Crown-wheel)은 기계가공 흔적을 완벽히 지울 수 있도록 마감 처리가 돼있어야 합니다.
5. 래칫 휠(Ratchet-wheel)과 크라운 휠(Crown-wheel)의 두께가 충분하다는 전제하에 모따기(chamfering)와 이빨마다 폴리싱 처리가 돼있어야 합니다.
보석(Jewels)
시계의 보석은 부품의 축이나 면에 맞닿는 부분이 지속적인 마찰로 인해 마멸이 생기는 것을 예방하는 역할을 하며, 무브먼트의 미적인 면을 부각시키기 위해서 사용되기도 합니다. 센터 휠(Center wheel)의 보석 경우에 메인 플레이트에 있어야 할 한쪽 보석은 없어도 되고 브릿지 사이드(Bridge side)의 보석들은 폴리싱 처리된 싱크와 함께 일정 수준 이상의 광택이 있어야 한다고 규정하고 있습니다.
그 외 무브먼트에서 사용되는 베어링은 고품질의 보석을 사용하거나, 기타 베어링 사용이 가능합니다.
소모품
무브먼트의 나사(Screws)나 핀(Pins)과 같은 기타 다수의 부품들을 말하며, 각각의 부품은 기계적인 제조 흔적을 지우기 위해 각기 그에 맞는 특정 방식에 따라 마감 처리가 돼있어야 합니다. 또한, 부품의 모따기된 면은 광택 처리가 돼있어야 하고 측면은 결이 곧게 나있어야 하며 페이스(Faces)는 매끄럽게 다듬어진 상태여야 합니다. 일부 특정 부품의 경우 보다 더 정밀한 기준이 적용되기도 하며 기능적인 부분에는 피니싱을 하지 않습니다.
1. 나사의 머리는 모따기 된 가장자리와 가운데 슬롯을 폴리싱 하거나 원형의 결로 마감돼야 합니다.
2. 반구형(Domed screw heads)의 나사 머리는 폴리싱 또는 원형의 결로 마감 처리돼야 합니다.
3. 마감 처리 규정에 따라 나사 머리에 컬러링(블랙 폴리싱, Black polishing)이 허용됩니다.
4. 나사의 바닥(Screw foot)은 폴리싱 마감 처리가 돼있어야 하고 절단된 흔적이 남아있지 않아야 합니다.
5. 플랫(Flat) 또는 반구형(Domed)의 핀(Pins) 머리는 폴리싱 마감 처리가 돼있어야 합니다.
6. 폴리싱과 기계적, 화학적인 마감 처리는 소모형 부품의 형태와 표면에 관한 기준을 준수하는 내에서 허용됩니다.
7. 레버(굽어질 수 있는) 형태의 부품일 경우에 적절하고 공인된 마감 처리를 해야 합니다.
8. 제네바 인증 규정에서 언급되지 않은 모든 부품들은 품질 승인에서 규정하는 요건들을 준수해야 합니다.
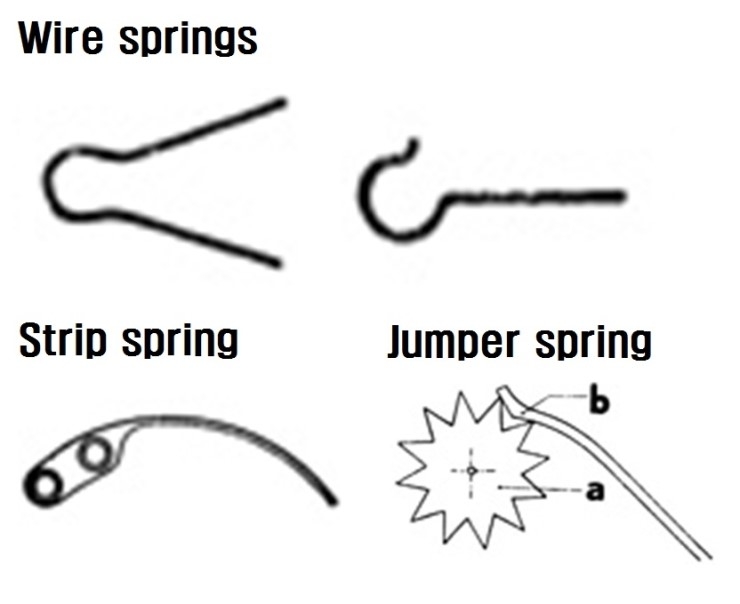
스트립 스프링(Strip springs)과 점퍼 스프링(Jumper springs)
1. 스트립 스프링(Strip springs)과 점퍼 스프링(Jumper springs)의 모서리는 모따기(Champering)와 경사면이 광택이 나도록 마감 처리돼야 합니다. 다만, 기능적인 역할을 하는 부분에서는 마감 처리를 제외할 수 있습니다.
2. 스트립 스프링(Strip spring)의 경우에 두께가 0.18[mm] 이하에서는 스프링의 기능적인 부분이 정상적으로
작동하지 않을 수 있기 때문에 마감 처리를 제외할 수 있습니다.
3. 모든 스트립 또는 점퍼 스프링들은 끝 부분에 힐(Heel)을 가지고 있어야 합니다.
4. 제네바 인증에서는 와이어 스프링(Wire spring)을 사용할 수 없습니다.
기능 테스트(Functional test)
시계의 모든 기능은 한 번의 주기(One cycle)를 걸쳐 테스트 진행합니다.
신청자는 기능 조작 방법에 대한 자료를 제네바 인증 사무소에 보내야 하며,
제네바 인증 사무소는 신청자에게서 제공받은 기능 조작 방법의 자료를 토대로 테스트를 진행합니다.
방수(Water resistance)
방수 테스트는 대기중 또는 수중에서 진행됩니다.
방수 표기가 된 시계는 최소 허용 기준으로 3Bar의 해당하는 압력과 0.5Bar의 해당하는 부압을 준수해야 합니다.
신청자가 더 높은 수치의 방수 기능을 명시해 놓은 경우 그 수치에 부합하여 테스트를 진행합니다.
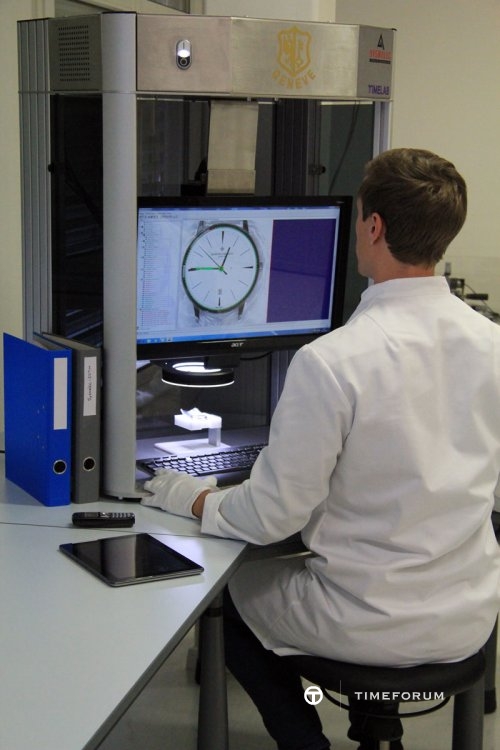
정확도(Accuracy) 테스트
정확도 테스트는 7일 동안 진행하며, 이 테스트 전용으로 개발된 비전 검사 장비(Vision Inspector)를 이용하여 첫째 날과 마지막 날의 시간차를 측정합니다. 7일 후에 시계는 1분 이상 차이가 나면 안 되고 모든 다이얼 표시장치들 또한 변한 값을 측정하게 됩니다.
● 모든 시계는 테스트시 태엽이 완전히 감겨져 있어야 합니다.
● 날짜 표시 기능이 있는 시계는 윤년의 2월 26일로 설정합니다.
● 수동 시계는 매 24시간마다 와인딩 할 수 있습니다.
● 자동 시계 테스트 중에는 (수동으로) 와인딩 할 수 없습니다.
● 날짜 표시 기능이 있는 시계는 윤년의 2월 26일로 설정하고 테스트를 진행합니다.
● 크로노그래프 기능이 있는 시계는 테스트의 첫 24시간 동안 크로노 기능을 작동시키고 테스트를 진행합니다.
파워 리저브(Power reserve)
파워 리저브 테스트는 다이얼 업(DU) 위치에 놓인 상태로 진행됩니다. 그리고 테스트 결과는 신청자가 제시한 시간과 동일하거나 그보다 나은 결과를 보여야 합니다.
























































![[스페셜 컬럼] 스와로브스키 브랜드 소개 및 CEO 로버트 북바우어 단독 인터뷰](https://www.timeforum.co.kr/files/thumbnails/373/619/012/282x200.crop.jpg?20160928021455)









음 인증제도 변화보러왔다가 화려한 무브먼트 보고 입벌어지고 갑니다 ㄷㄷㄷ