















FEATURE
댓글작성 +2 Points
MANUFACTURE VISIT ::
리차드 밀(Richard Mille) 매뉴팩처를 가다

리차드 밀은 워치메이커나 엔지니어 출신이 아닌 사업가 출신입니다. 프랑크 뮬러, 프랑소와 폴 쥬른처럼 현 세대에 성공한 시계 브랜드들의 상당수가 워치메이커였던 점을 고려해 본다면 다소 이례적입니다. 이들의 성공은 탁월한 천재성을 브랜드로 펼쳐낼 수 있었기 때문으로 프랑소와 폴 쥬른의 경우 그가 사망한다면 브랜드가 유지되지 못할 거라는 전망이 있을 만큼, 그의 천재성과 영향력이 절대적입니다. 이에 비춰볼 때 리차드 밀의 성공은 특별한 예일 것입니다.
리차드 밀의 초기 그를 칭할 때 일부에서 컨셉터라고 했던 것은 시계의 컨셉트를 결정하는 일로 신생 브랜드의 방향성을 결정했기 때문입니다. 그가 창조한 컨셉트는 탁월한 파트너에 의해 현실화 되었는데 그 하나가 오데마 피게 르노 에 파피(APRP)입니다. 사실 그들에게는 원죄가 있습니다. 리차드 밀이 주얼러인 모브셍에 있을 때부터 친분이 깊었던 그들은 리차드 밀이 컨셉트를 설파(?)할 때 그것을 실제로 이뤄 보라고 부추긴 죄입니다. 덕분에 리차드 밀의 여러 컴플리케이션은 APRP가 산파역할 맡았고 앞으로도 그럴 것입니다. 또 하나는 보우쉐(Vaucher)로 파르미지아니 산하의 무브먼트 메이커입니다. 과거 예거 르쿨트르가 하이엔드 에보슈를 공급했던 역할을 맡고 있는 그들은 까다로운 고객들을 상대하고 있으며, 이들에게 리차드 밀은 상당히 까다로운 고객의 하나일 것입니다.
한 명의 컨셉터가 시작한 브랜드는 내놓는 시계마다 매우 고가의 가격표가 달려있었지만 이를 시장에서 납득시켰습니다. 리차드 밀은 성장궤도에 올라섰고 이제는 적지 않은 숫자를 생산해야 웨이팅에 지친 고객을 달랠 수 있게 되었죠. 이런 변화는 파트너와 함께하는 방식으로는 수요를 맞출 수 없었고, 시계 그룹이 여러 서플라이어를 흡수해 안정적인 부품 공급을 장담할 수 없게 되자 직접 생산을 하는 매뉴팩처로의 변신을 꾀하게 됩니다.
그에 탄생한 회사가 케이스, 외장류 부품, 플레이트 부품을 생산하는 프로아트(Proart)와 주력 모델의 조립을 비롯 생산을 담당하는 발진(Valgine)입니다. 두 회사는 레 브횔류(Les Breuleux)에 위치하며 서로 가까운 거리에 있습니다. 주라 주(Canton)에 속한 레 브횔류는 스위스 시계산업의 산지인 주라 산맥을 따라 형성된 작은 마을의 하나로 매우 조용한 장소입니다. 리치몬드 그룹이 인수한 케이스 메이커 돈제 보메(Donzé-Baume) 바로 곁에 위치한 프로아트의 내부에서는 마을 분위기와 정반대의 물건들이 만들어지고 있습니다.
프로아트(Proart) 매뉴팩처



이곳에서 가장 큰 면적을 차지하는 CNC 머신 룸에서는 여느 매뉴팩처와 다를 바 없는 풍경이 펼쳐집니다. 여러 대의 CNC 머신이 늘어서 있고 분주한 기계 소리로 가득합니다. CNC 머신은 대략 십 여대 가량, 이 정도면 용도에 따라 다르긴 해도 적은 숫자는 아니며 룸의 규모만 따진다면 중형 매뉴팩처 정도 되겠군요. 흥미로운 부분은 같은 종류의 머신이 별로 없다는 사실입니다. 많은 매뉴팩처를 다녀 보았다고는 할 수 없지만, 여느 매뉴팩처에서 보던 것과도 달라 생소한 편입니다. 대체로 스위스 시계업계에서는 일본제 CNC 머신을 가장 낮은 수준의 가공에 사용합니다. 소위 말하는 ‘가성비’가 좋기 때문입니다. (사실 그보다도 단순 용도로만 일제 CNC 머신을 구입하는 것 같기도 합니다) 그 다음이 스위스제로 플러리(Fleury)사의 모듈로(Modulo)시리즈 정도를 갖추고 있다면 꽤 최신 설비입니다. 외부로 무브먼트를 공급하는 매뉴팩처에서 공통적으로 볼 수 있었는데, 업계에서는 꽤 흔할지도 모르겠네요. 그 다음 단계가 커스텀 머신입니다. 파르미지아니 산하의 엘윈이 과거 이런 커스텀 머신을 생산하는 역할을 했고 현재는 머신 대신 커스텀 부품을 파텍 필립, 랑에 운트 죄네 같은 브랜드에 공급합니다. 추측하건데 리차드 밀의 CNC 중 적지 않은 수는 커스텀 머신일 확률이 큽니다. 가공 소재가 티타늄, 골드, 카본, 카본 컴포지트로 일반적이지 않은데다가 각 모델 별 소량 생산이 기본이기 때문에 대량생산 형태와 다른 방향성을 추구해야 합니다. 이를 위한 솔루션은 커스텀 머신 이외에는 해답이 없지 싶은데 결국은 비용과 연결되는 문제입니다.
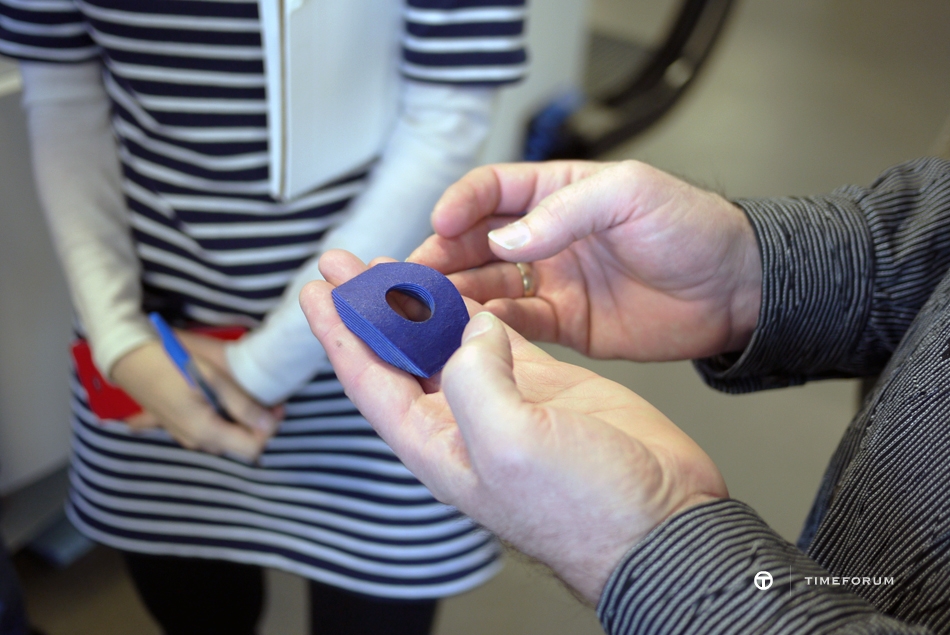

가공 이전의 카본 TPT 계열 블록


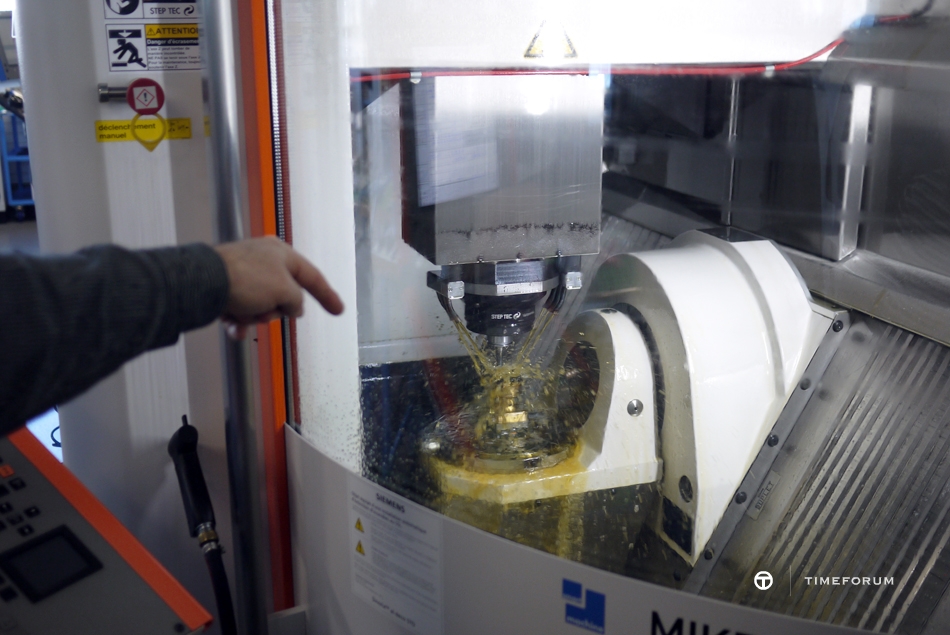
하나의 CNC 머신에서 다양한 소재의 가공이 가능하다
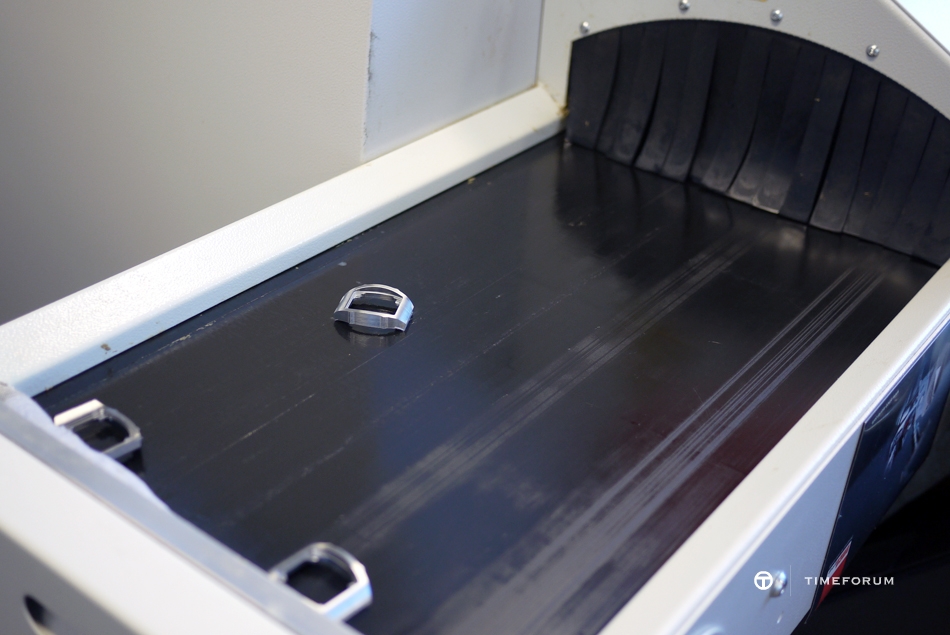

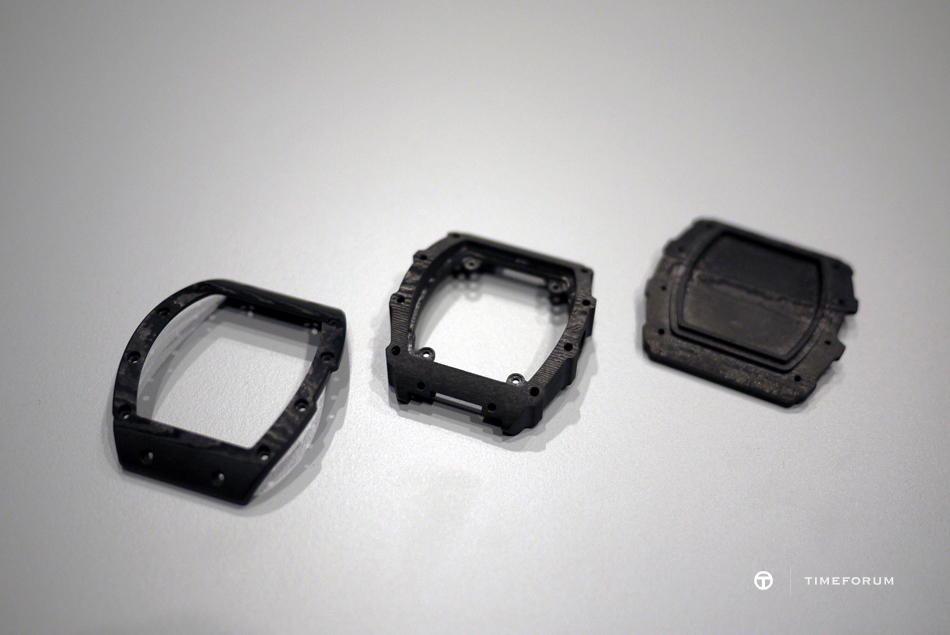
대략적인 형태를 잡은 케이스

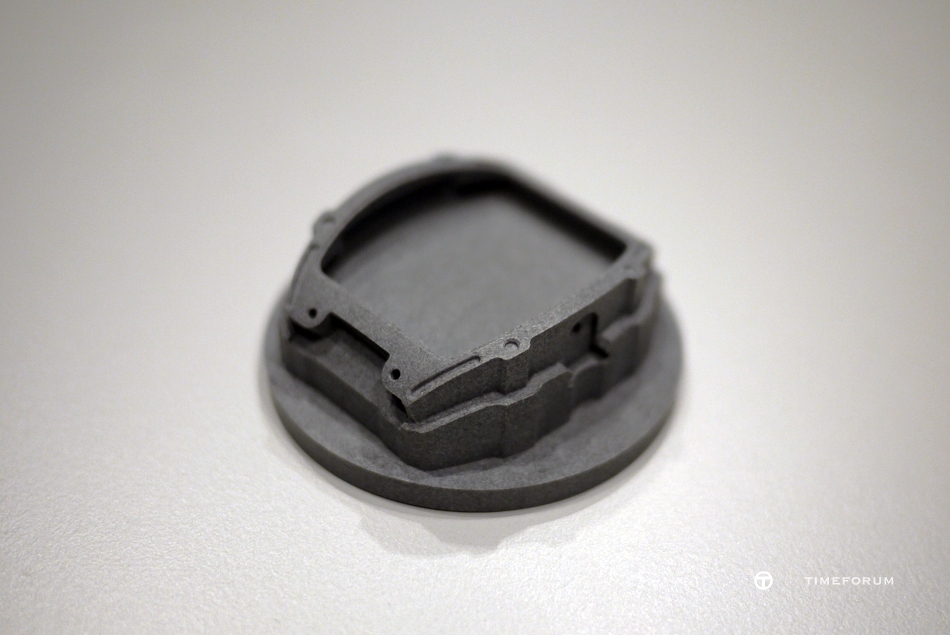
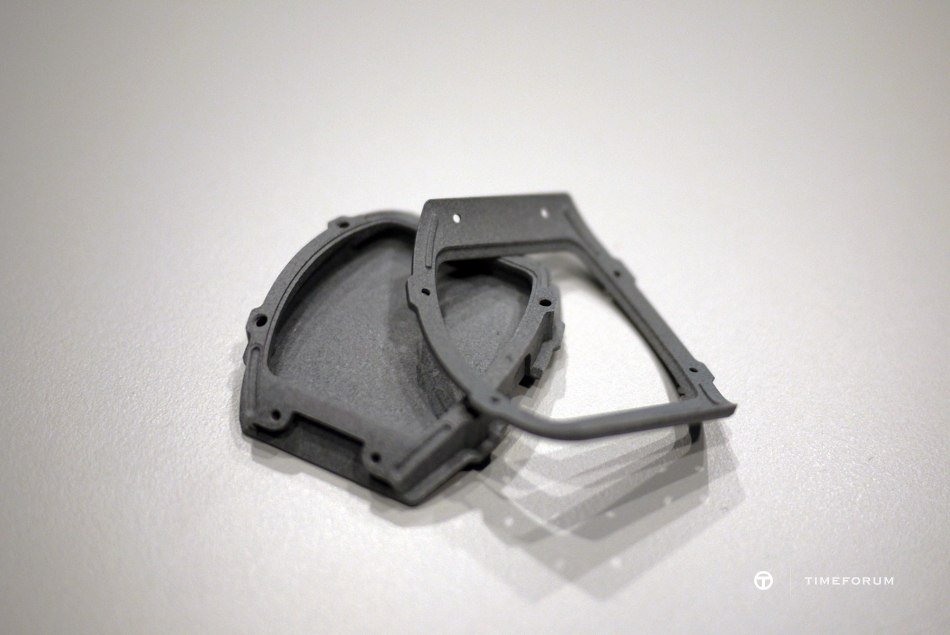
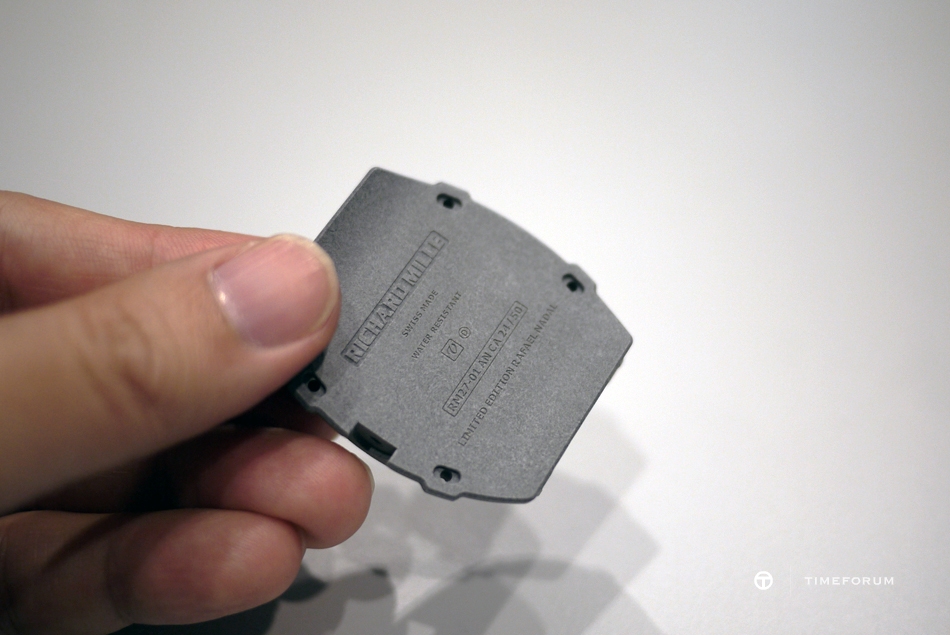
가공과정과 완성된 케이스 샘플. 베젤(어퍼 플레이트)과 케이스가 오차없이 정확하게 맞물린다. 탄성을 지녀 베젤은 살짝 구부려지며 굉장히 독특한 촉감을 드러낸다
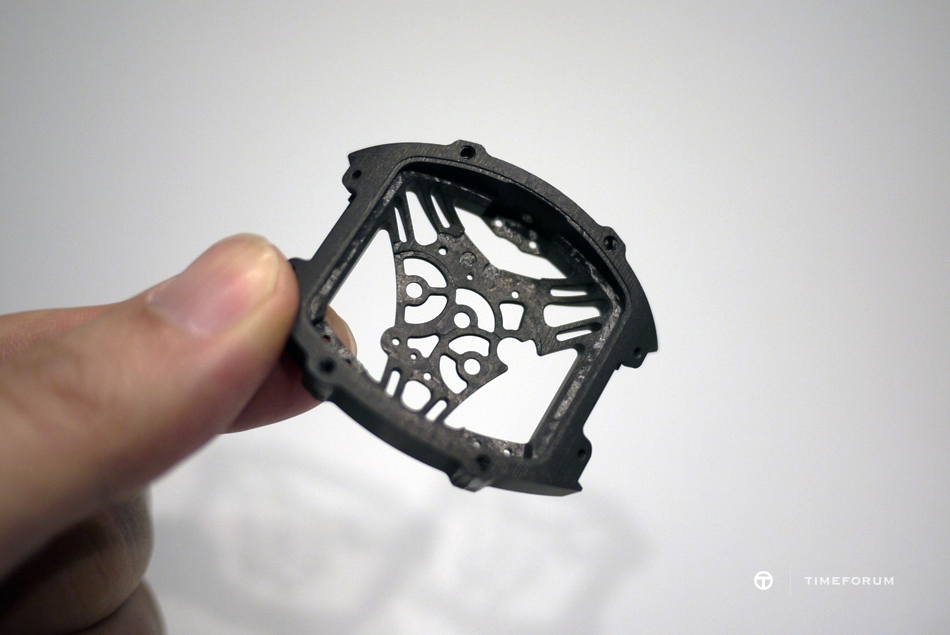
무브먼트 플레이트와 일체화 된 유니바디 케이스. 리차드 밀 케이스 기법의 특징의 하나




CNC 머신이 무엇인가를 깎아내고 잘라내는 장면은 언제나 흥미진진 합니다. 단락 세 번째와 네 번째 이미지를 보면 컬러가 다른 TPT 블럭들이 보입니다. 카본을 기본으로 다양한 소재를 레이어링하는 TPT 계열 소재는 앞으로 리차드 밀에서 다른 브랜드의 스테인리스 스틸 같은 역할을 할 가능성이 적지 않습니다. 과거 AluSic 같은 험난한 가공물성을 지닌 특수합금이나 RM 038의 케이스인 마그네슘 합금 WE 54 같은 소재는 레귤러한 사용이 쉽지 않습니다. 생산량 역시 증가한 만큼 안정적이면서도 강한 강성, 초경량, 희소성처럼 리차드 밀의 철학을 대변할 수 있는 소재로서 적합하다고 보기 때문인데요. TPT 계열 케이스의 최종 피니시를 확인할 수 없었던 관계로 아마 CNC머신이 케이스 가공의 상당부분을 담당하지 않나 싶습니다. 이 때의 문제는 가공 정밀성으로 리차드 밀 카본 케이스는 다른 메이커의 카본 케이스와 달리 날렵한 엣지를 비롯한 세세한 디테일을 지닙니다. 타 브랜드와 카본 혹은 카본 컴포지트의 물성에서 나타나는 차이일지도 모르지만, 가공 노하우를 축적하고 있다고 생각하는 편이 타당합니다. 프로아트에서는 카본 베이스의 TPT 계열을 비롯, 티타늄 같은 일반적인 소재의 가공도 함께 진행됩니다.


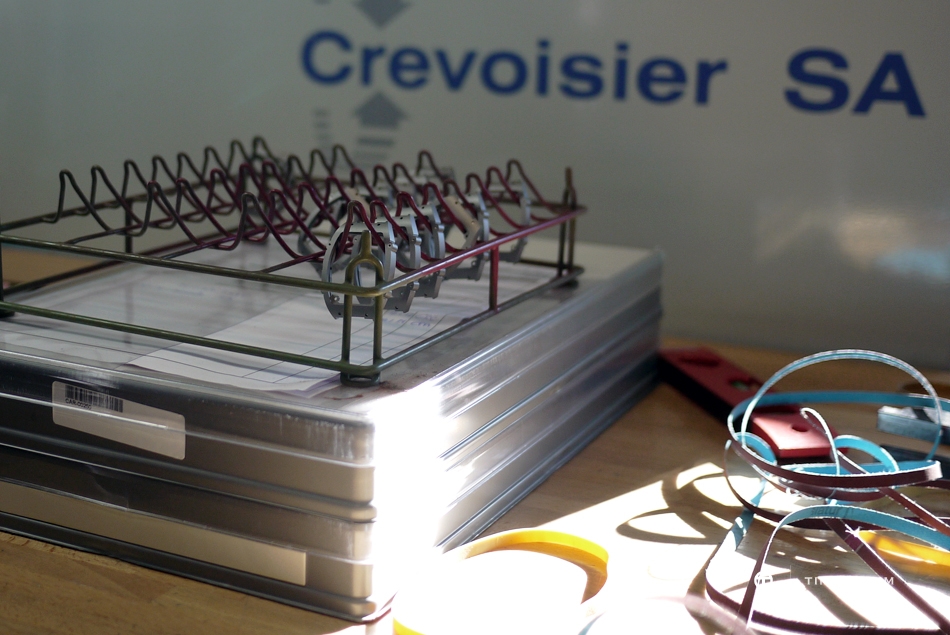
프로아트에서 가장 인상적인 기계는 위 이미지의 것들로 다른 매뉴팩처에서는 볼 수 없었던 케이스 폴리싱 머신입니다. 사람의 손에 의존하는 게 당연한 폴리싱 공정의 상식을 깨고 있는데요. 회전하는 원반을 사용하는 폴리싱의 가공 원리를 기계에 적용해 굴곡이 많은 리차드 밀의 토노 케이스에 정확하게 맞춰 폴리싱 할 수 있도록 되어 있습니다. 일반적인 폴리싱 머신으로 닿지 못하는 면을 위해 고안한 것 같기도 하고 강철을 훨씬 상회하는 카본 소재의 물성 때문이 아닌가도 싶은데요. 올 해부터 공개하는 기계라 뭐라고 불러야 할지 모르겠군요.




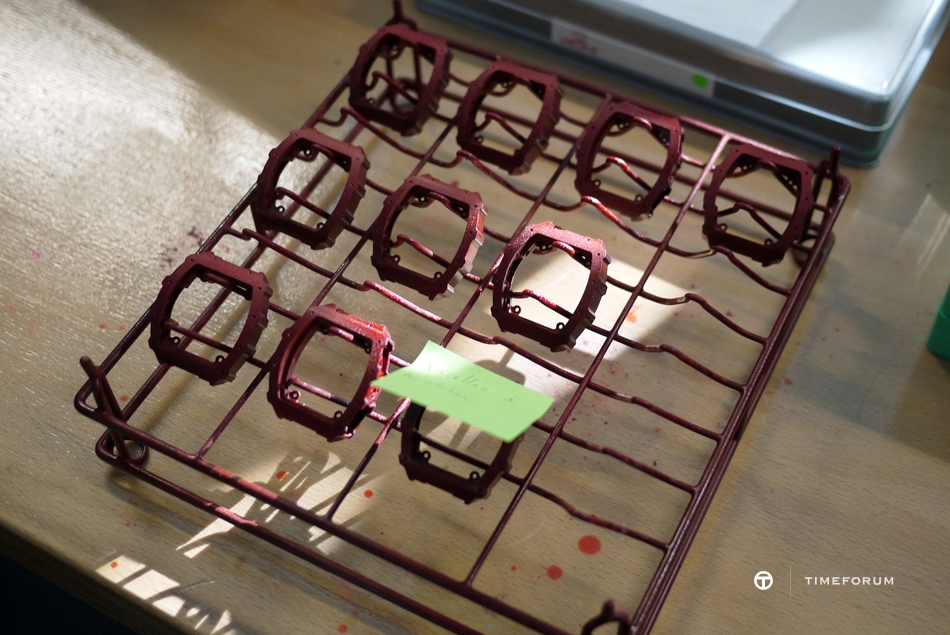

CNC 룸에서 이동하면 폴리싱 머신을 사용하는 폴리셔, 브레이슬릿을 만드는 작업자를 볼 수 있었습니다. 이곳 곳곳에서는 자주색 스프레이로 뒤덮인 케이스들을 볼 수 있었는데요. 이것은 케이스 보호를 위한 용도로 하이엔드 메이커에서 흔히 볼 수 있습니다. 차이점이라면 리차드밀이 상당히 두껍게 도포를 하는 편입니다. 이렇게 케이스에 스프레이를 도포하고 건조한 뒤, 가공할 부분만 폴리싱 디스크와 접촉하면 다른 부분은 보호되는 식입니다.




완성된 케이스에 보호 필름을 입히는 작업
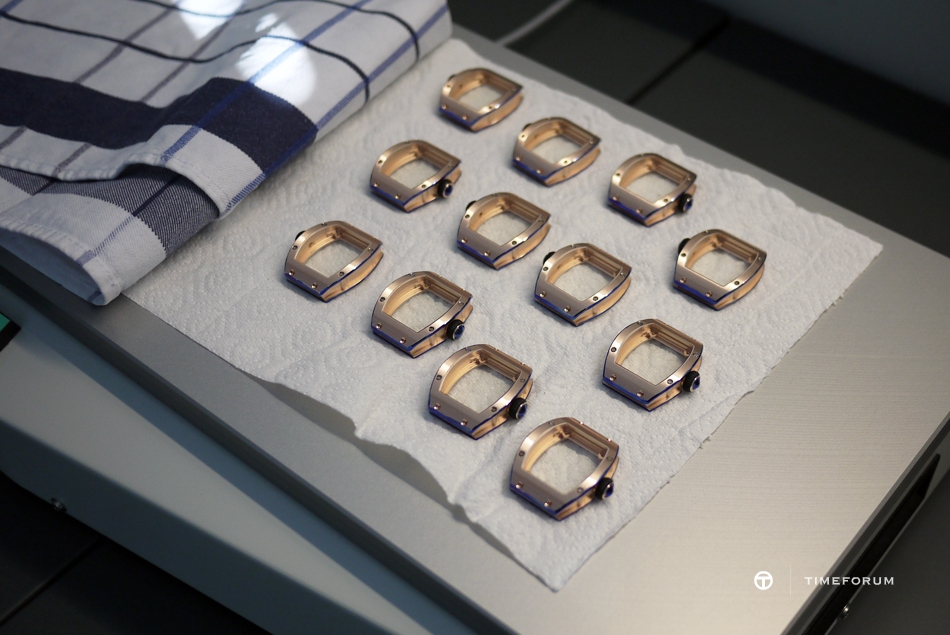

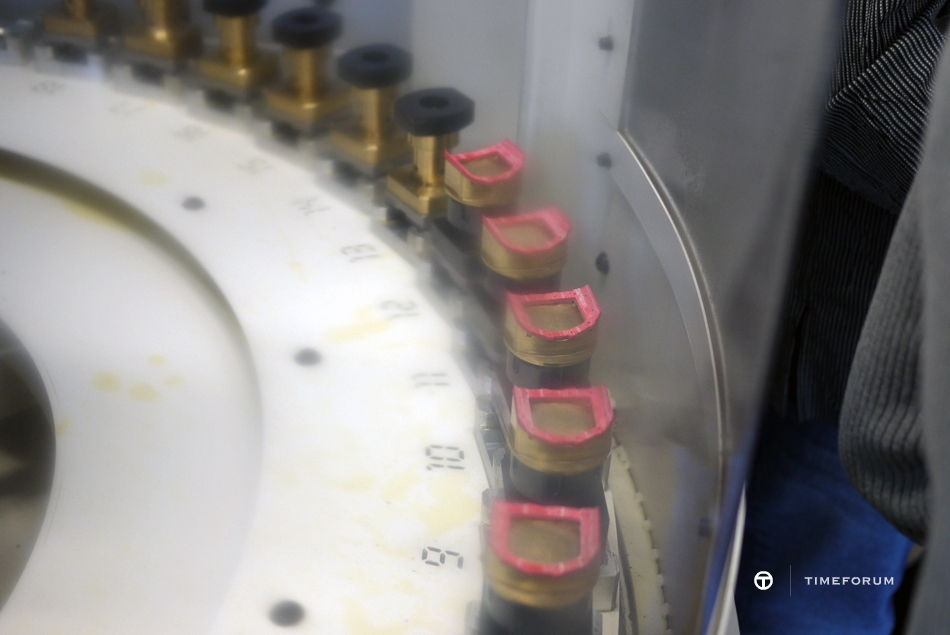
다른 룸에서는 케이스의 조립과 테스트가 이뤄집니다. 이 공간에서 일하는 인원은 서너명 정도로 보이는데 방문한 때가 금요일이라 몇몇은 자리를 비웠을 확률이 큽니다. 각자 맡은 파트에서 작업을 진행하며 작업실 한 켠에는 테스트용 기계가 늘어서 있습니다. 케이스에 가열을 해 이슬 맺힘이 보이는지 확인하는 히트 플레이트 위에는 16개의 골드 케이스가 테스트를 거치고 있군요. 바로 옆에는 방수 테스터가 자리하며 초고심도 방수 테스트가 가능합니다. 테스트는 록서(Roxer)의 아쿠아프레스가 수행하며 1,000m 이상의 방수능력을 지닌 시계가 정상적인 방수능력을 확보하고 있는지 확인 할 수 있습니다. 아쿠아프레스 시리즈의 수압 측정은 수준은 대동소이하며 모델에 따라 최대 동시 테스트할 수 있는 숫자의 차이 정도가 납니다. 리차드 밀의 경우 다이버 모델이 ISO 6425의 다이버 워치 규격을 충족합니다. 거의 대부분의 스위스 시계가 방수시계 기준인 ISO 22810을 따르는 점과 차이가 나며, 다이버 워치 기준에서는 300m 방수표시의 1.25배인 375m 방수가 실제로 가능해야 합니다. 아쿠아프레스는 업계에서 두루 사용하며 리차드 밀은 매뉴팩처 완성이 최근이라 테스터 역시 최신이군요.
발진(Valgine) 매뉴팩처




슬픈 눈의 워치메이커




콜라를 주지 않는(심지어 스위스 생산의 콜라는 건강한 맛이라 맛이 없음에도) 자연주의의 건강한 레스토랑에서 식사를 마친 다음 조립, 생산 기지인 발진으로 향합니다. 금요일 오후라 벌써 퇴근한 워치메이커들이 상당수 입니다. 가위바위보에서 패배해 남겨진 듯한 워치메이커의 눈에서 슬픔이 묻어나고 있었습니다.


어셈블리 공간은 예상보다 평범한 편입니다. 데이트, 크로노그래프 같은 볼륨 모델의 조립과 컴플리케이션의 조립이 이뤄지게 됩니다. 작업대는 일반 라인이 16대 정도이고 컴플리케이션은 그의 1/3에서 1/4 수준인데 워치메이커의 숫자는 증가할 가능성이 커 보입니다.

스위스의 겨울 풍광을 만끽할 수 있는 일반 작업 공간과 안쪽에서는 흡진 장치를 갖춘 작업장이 마련되어 있습니다. 다이얼 메이커의 공정 중 다이얼에 프린트를 하는 작업장에서 같은(역시 록서) 흡진 데스크를 사용하며 최신식이라고 자랑하곤 했는데, 리차드 밀은 조립 공간에서 사용하고 있어 기억에 남습니다. 이런 흡진 장치가 당연해 보이지만 사실 대다수의 매뉴팩처에서는 출입 시에만 흡진 장치를 두고 있고 이 역시 없는 곳도 적지 않습니다.
발진은 리차드 밀의 시계를 떠올려 본다면 생각보다 평범했습니다. 물론 이것은 작업 환경 전반을 봤을 때의 이야기이고 워치메이커가 사용하는 툴을 보면 범상치 않습니다. 매뉴팩처라면 당연히 있어야 할 일자드라이버는 발진에 존재하지 않으니까요. 하나 같이 비규격인 스크류를 돌리는 각양각색의 드라이버를 보고 있으면 이곳이 리차드 밀의 매뉴팩처구나라는 생각이 듭니다. 한편 프로아트는 기대했던 대로 리차드 밀의 매뉴팩처라는 이미지가 스멀스멀 그려집니다. 모든 특수합금이나 사파이어 크리스탈 케이스(을 비롯 리차드 밀의 사파이어 크리스탈 류 부품은 스테틀러에서 생산)의 가공까지는 가능하지 않지만 카본 베이스의 소재들이 아무렇지 않게 만들어지는 광경은 헛웃음이 피식 나오게 합니다.
길지 않은 리차드 밀의 매뉴팩처 투어는 아쉬움보다 기대감을 주었습니다. 점차 증가하는 리차드 밀의 생산량은 매뉴팩처의 확장을 요구할 테고, 몇 차례의 변신이 요구될 것입니다. 이 과정을 지켜볼 수 있다는 사실에 기대감을 가지게 합니다. 또 브랜드를 런칭하는 순간 자체가 큰 사고였던 리차드 밀이기에 매뉴팩처를 완성해 가는 과정에서도 한번쯤 큰 사고를 치지 않을까 하는 그런 기대도 함께 말입니다.

댓글 83
-
가보고 싶은 메뉴펙처입니다.
-
노프라브럼
2017.03.11 05:50
오 가보고싶읍니다, -
오리온가이
2017.03.11 13:29
놀라운 이야기 잘 읽었습니다 -
멋진글 잘봤습니다
-
쓰레빠
2017.03.11 20:52
좋은글 잘읽고 갑니다. -
잘봣습니다~!
-
잘봤습니다 저도 꼭 가보고싶네요~^^
-
필드
2017.03.12 17:06
너무 멋지네요 -
시덕시덕열매
2017.03.12 19:28
잘보고갑니다 ^^ -
뜬구름4
2017.03.12 22:48
풍경이 너무 멋있습니다.. 저런환경에서 일을 할수있는 것만으로도 행복하겠네요.. -
공장 방문기를 보면 항상 드는 궁금함이....견학생들? 에겐 좀 공장도 할인가로 좀 할인좀 해줄까...입니다. ^^;;
-
akdim
2017.03.13 06:28
멋지네요 -
자연환경도 좋고 생산시설은 최첨단이고... 멋지네요
-
크리스님
2017.03.25 19:10
생각보다 자동화가 안되어있네요 -
지름사마
2017.04.14 23:55
리차드밀.. 참으로 신비한 브랜드임에는 틀림이 없군요. 잘 보았습니다. -
우와......정말 이런 방문기 보면...사무실에 앉아 댓글 쓰고 있는 제 신세가 한탄스러운 ㅜㅜㅜㅜㅜㅜ
-
가을박새
2017.05.22 21:14
시계가격이 엄청나서 놀랬던 리차드밀...ㅎㅎ -
잘보고갑니다
-
의대생
2017.05.28 22:47
배경이 멋지네요^^ -
와~ 멋집니다!
-
cooluv522
2017.06.20 09:25
잘봤습니다 ^^ -
오지만디아스
2017.06.21 09:11
좋은글 감사합니다~ :) -
jb0011
2017.07.02 20:03
신생으로 확고한 이미지를 정립하기 쉽지 않은데, 놀라운 얘기였습니다. -
꼭한번 방문해보고싶네요~
-
우주사자
2017.07.11 17:49
아 정말 좋은 구경하고 갑니다. 감사합니다. -
air841
2017.07.28 09:33
한번 가보고 싶네요 -
정말 디테일한 수준이군요
-
공부 많이 하고 갑니다~
-
allman
2017.08.14 09:15
결국 그렇게 비싸고 좋아도 사람손으로 만든다는 것이 더 놀랍습니다. -
멜랑캠프
2017.08.25 20:01
제작 과정은 언제나 흥미진진 하네요. -
백곰초소
2017.08.26 12:21
잘 보고 갑니다~ -
kyw4801
2017.08.28 16:43
요즘 핫 한 브랜드죠!! -
명건
2017.08.30 04:52
한번 가보고싶네요 -
건빵맨트
2017.09.05 17:16
꼭 가보고 싶습니다 -
김포김쌤
2017.09.16 00:50
잘보고갑니다. -
가보고 싶네요 ㅠ.ㅠ
-
오렌지랜드
2017.09.21 12:01
으 진짜 멋져요 넘 가보고 싶은 곳이네요!! -
시도남쿡
2017.09.22 14:21
핑크 콘..아..아닙니다 -
Shur
2017.09.23 23:51
실제로 이런 과정을 보면 안 살수가 없겠습니다 .. ㅎㅎ -
너무 멋지네요, 꼭 한번 가보고 싶네요
-
끼루미
2017.10.13 13:21
좋은 글 감사합니다 -
왠지 공학도가 된 듯한 기분이 드는건 저만인가요?
-
제가 요즘 타포를
보면서 느끼는 점이지만. 좋은시계는 참많아요 ㅎ -
pictures
2017.10.18 20:01
정말 좋은글이네요 ~ -
청담과삼성42
2017.10.30 15:18
멋진 사진들 잘 봤습니다. -
리차드기어네요... 굳
-
Dr.Yong
2017.11.12 02:48
리차드밀이 저렇게 만들어지는군요ㄷㄷ -
한번 구경이라도 가봤으면 좋겠네요 ㅎ
-
AKA갱
2017.11.23 06:03
공장이 맞는건지 공장이란 단어가 어울리질 않네요 ㅎ -
아식러브
2017.11.27 11:09
정말 대단합니다

















-
![[Baselworld 2017] Bulgari Report](https://www.timeforum.co.kr/files/thumbnails/819/252/015/256x256.crop.jpg?20170506013118)
[Baselworld 2017] Bulgari Report ፡ 11
2017.03.25 -
![[Baselworld 2017] Oris Report](https://www.timeforum.co.kr/files/thumbnails/715/249/015/256x256.crop.jpg?20170506013118)
[Baselworld 2017] Oris Report ፡ 13
2017.03.24 -
![[Baselworld 2017] Hamilton Report](https://www.timeforum.co.kr/files/thumbnails/699/249/015/256x256.crop.jpg?20170506013118)
[Baselworld 2017] Hamilton Report ፡ 5
2017.03.24 -
![[Baselworld 2017] Omega Report](https://www.timeforum.co.kr/files/thumbnails/045/248/015/256x256.crop.jpg?20170506013119)
[Baselworld 2017] Omega Report ፡ 20
2017.03.23 -
![[Baselworld 2017] Grand Seiko, Seiko Report](https://www.timeforum.co.kr/files/thumbnails/956/245/015/256x256.crop.jpg?20170506013128)
[Baselworld 2017] Grand Seiko, Seiko Report ፡ 20
2017.03.23 -
![[Baselworld 2017] Tag Heuer Report](https://www.timeforum.co.kr/files/thumbnails/942/245/015/256x256.crop.jpg?20170506013128)
[Baselworld 2017] Tag Heuer Report ፡ 11
2017.03.23 -
![[Baselworld 2017] Patek Philippe Report](https://www.timeforum.co.kr/files/thumbnails/923/245/015/256x256.crop.jpg?20170506013128)
[Baselworld 2017] Patek Philippe Report ፡ 14
2017.03.23 -
![[Baselworld 2017] Rolex Report](https://www.timeforum.co.kr/files/thumbnails/876/245/015/256x256.crop.jpg?20170506013128)
[Baselworld 2017] Rolex Report ፡ 29
2017.03.23 -

리차드 밀(Richard Mille) 매뉴팩처를 가다 ፡ 83
2017.03.10
![[Baselworld 2017] Breguet, Blancpain & Harry Winston Report](https://www.timeforum.co.kr/files/thumbnails/970/260/015/256x256.crop.jpg?20170505004823)
![[TF EXCLUSIVE] 스위스 생모리츠에서 열린 론진 퓨처 스키 챔피언스 2017 참관기](https://www.timeforum.co.kr/files/thumbnails/387/170/015/256x256.crop.jpg?20170316120814)


