















WOSTEP STORY[1학기 1/2]

안녕하세요.
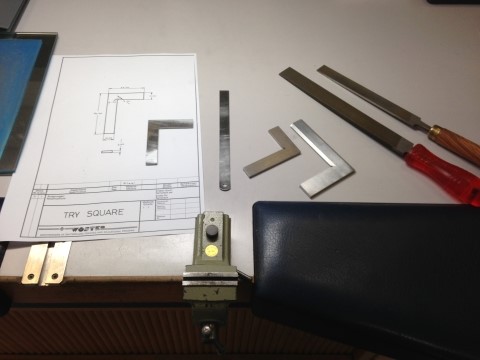
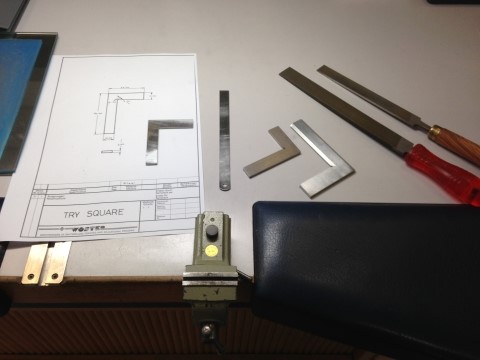

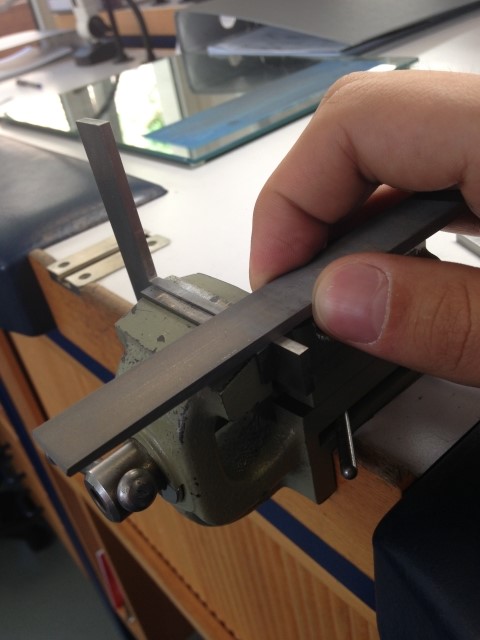


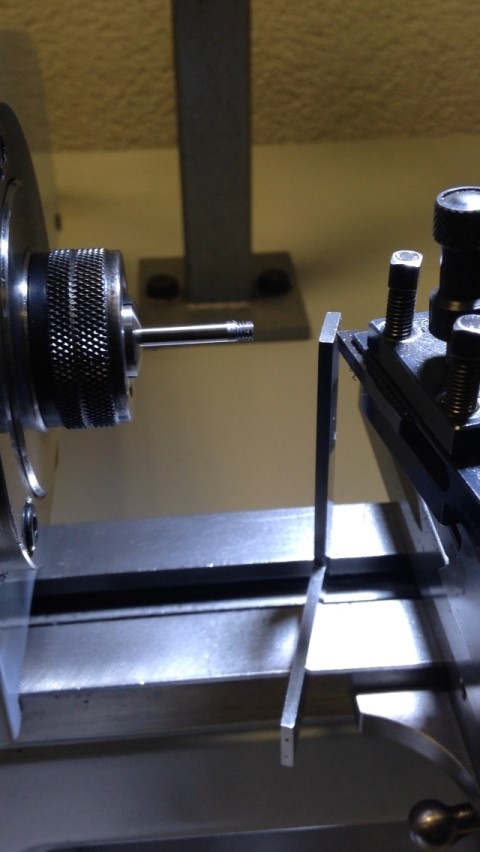

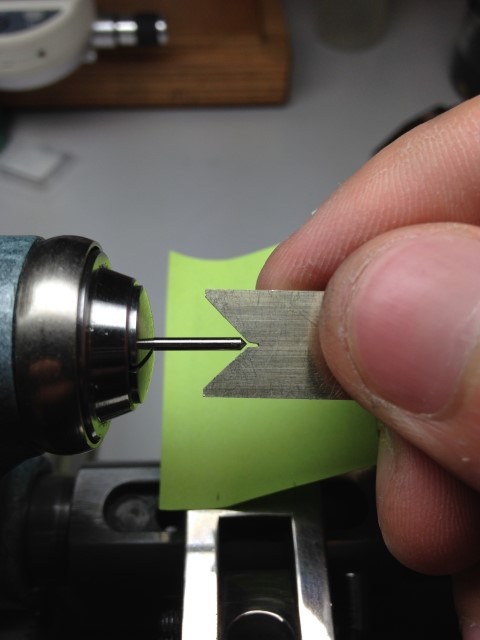


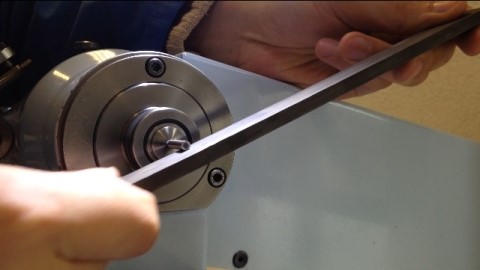
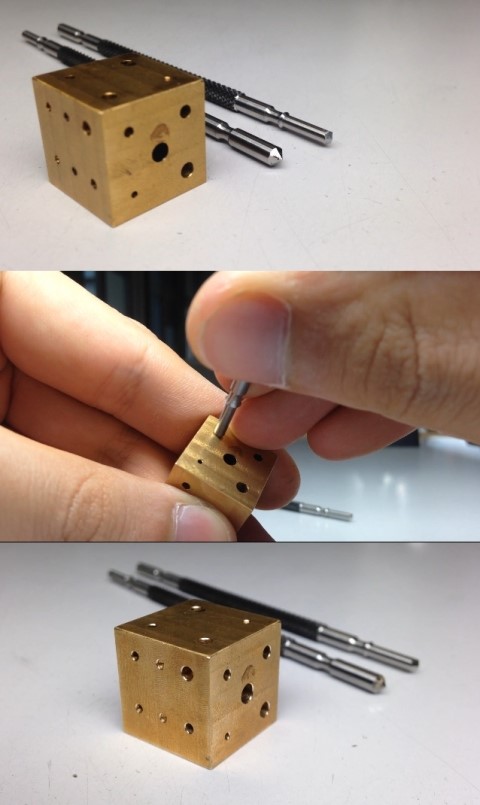
이 기계는 작업물의 중심점을 잡고 일정한 각도의 위치를 변경할 수 있으며,
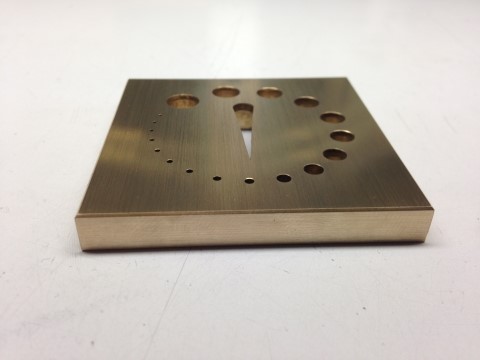
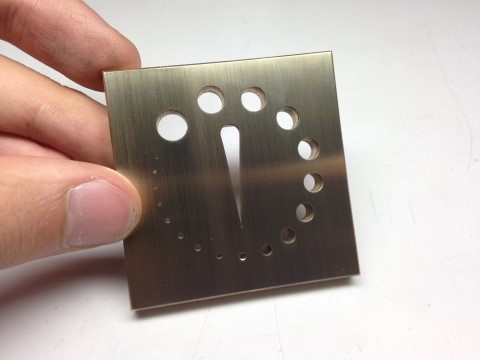










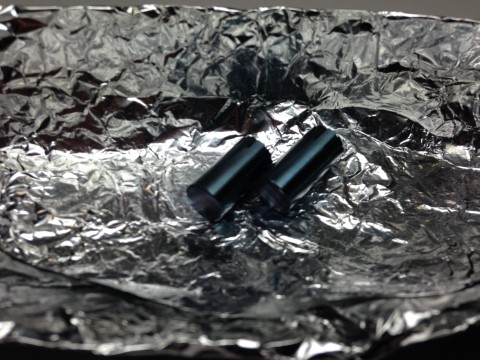
흑염법을 위한 준비물 입니다.

작업물을 살짝 가열 시켜줍니다.

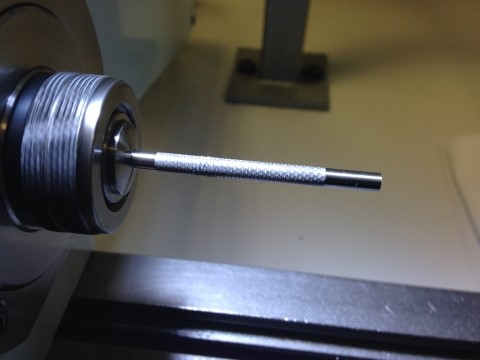
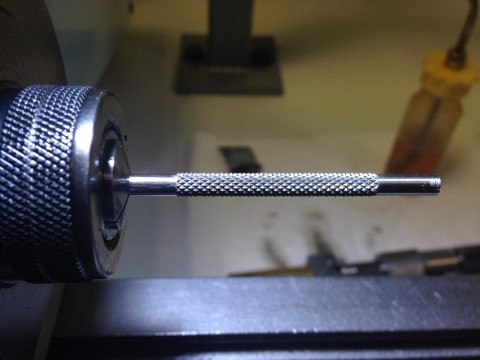
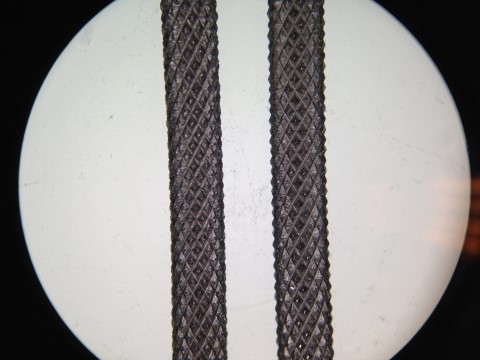
널링된 금속 표면에 모터오일을 뿌려줍니다.






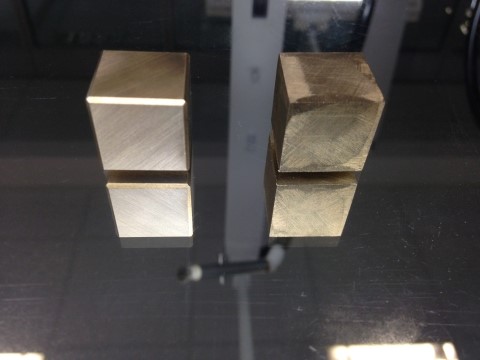
각 금속에 알맞은 담금질 온도의 색을 얻을 때까지 가열한 다음에...

바로 물이나, 기름을 이용해서 열을 급랭시켜줍니다.

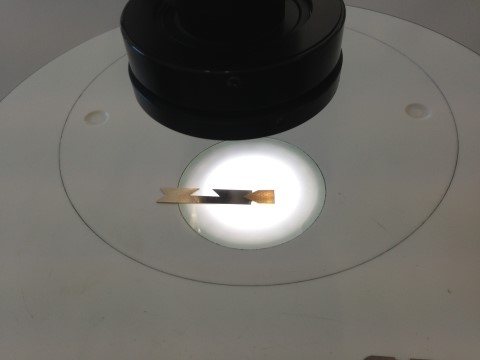
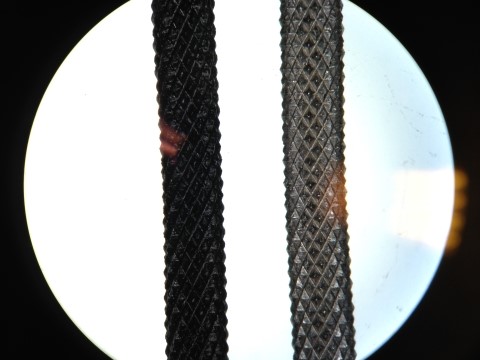
강도를 점검하기 위한 준비한 줄과 담금질이 끝난 작업물.





뜨임을 위한 작업대입니다.


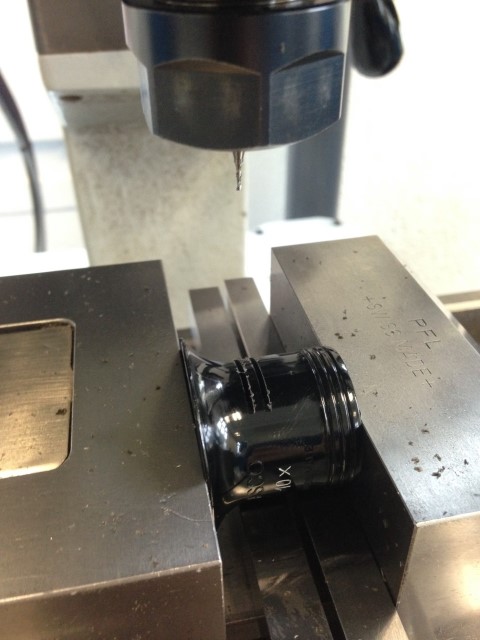
학교에서 열처리를 하기 위해 사용되는 전기가마입니다.

실험1. 가정용 오븐을 이용하여 블루컬러 스틸 만들기.






완성된 루프들..


타임포럼 뉴스 게시판 바로 가기
인스타그램 바로 가기
유튜브 바로 가기
페이스북 바로 가기
네이버 카페 바로 가기
Copyright ⓒ 2024 by TIMEFORUM All Rights Reserved.
게시물 저작권은 타임포럼에 있습니다. 허가 없이 사진과 원고를 복제 또는 도용할 경우 법적인 처벌을 받을 수 있습니다.

댓글 47
-
공감:1 댓글
-
잘봤습니다.^^
공감:1 댓글
-
멀리서 공부하느라 바쁘실텐데 이런 좋은 생생한 경험담 올려주셔서 감사합니다.
공감:1 댓글
-
쭈냥이
2013.12.09 10:22
아... 소중한 포스팅 감사합니다 ~
공감:1 댓글
-
메디치
2013.12.09 10:37
굉장히 멋진 일을 배우고 계신 것 같습니다.
덕분에 조금 더 알아갑니다. 감사합니다 ^^
공감:1 댓글
-
두드림12
2013.12.09 10:37
정말 뭐가 뭔지 하나도 모르겠지만, 굉장합니다 ^^ 잘 봤습니다.
공감:1 댓글
-
맨눈뚱보
2013.12.09 10:39
세세하고 정성스런 포스팅 잘 보고 갑니다~! 시계에 대한 열정이 멋지신 듯 합니다 ㅎㅎ
공감:1 댓글
-
정보고맙습니다.
공감:1 댓글
-
cmfkim
2013.12.09 12:07
잘 봤습니다. 시계에 대한 열정이 느껴집니다~ 한 편으론 부럽습니다^^
공감:1 댓글
-
yeshim
2013.12.09 12:38
재미있는 정보입니다...^^
공감:1 댓글
-
오오. 재미있습니다. 내년에 스위스에서 뵐 수 있으면 좋겠네요. ㅎㅎㅎㅎㅎ
공감:1 댓글
-
manual7
2013.12.09 14:55
이런 것까지 배우시는 줄 몰랐네요. 바쁜 학업 가운데 올려주셔서 감사합니다.
공감:1 댓글
-
MonttonM
2013.12.09 16:41
멀리서부터 온 정성스런 글 편안히 앉아 보니 죄송하네요~ 잘 봤습니다 ^^*
공감:1 댓글
-
애니말
2013.12.09 17:21
글 잘 읽었습니다. 화이팅입니다!!
공감:1 댓글
-
푸른꿈
2013.12.09 17:36
연장(?)을 만드는 과정도 배움의 좋은 예네요.
좋은 글 잘 봤습니다. ^ ^
공감:1 댓글
-
사파로이
2013.12.09 17:48
잘 보고 갑니다.
공감:1 댓글
-
잘 보고 갑니다 대단하십니다 ^^
공감:1 댓글
-
비상의꿈
2013.12.09 21:44
열심히 공부하세요.
공감:1 댓글
-
감사합니다..잘 보구 갑니다..^~^
공감:1 댓글
-
SynkRz
2013.12.09 23:26
좋은 글 감사함니다 ㅎㅎ
잘 보고 갑니다공감:1 댓글
-
저도 옛날에 조금 다뤘던 분야라 기억이 새록합니다. 열심히 하시는 모습 보기 좋습니다.
공감:1 댓글
-
Horloge quoi
2013.12.10 02:59
잘봤습니다
타지에서 고생이 많으시네요~공감:1 댓글
-
클래식
2013.12.10 09:32
권오현님 덕분에 보스템 과정에 대한 궁굼증이 깔끔히 정리됩니다.
상세하게 잘 설명해주셔서 마치 제가 직접 배우는 느낌이 들어요.^^
자동으로 이동하는 널링 툴을 상상했다가 손으로 들고 수작업하시는 모습을 보니 신기하네요.^^
앞으로도 계속 부탁드리겠습니다.
공감:1 댓글
-
TOEFL
2013.12.10 22:28
와우... 추천버튼이 어디있나요 ㅋ 대박이네요.... 앞으로 정말 기대됩니다.공감:1 댓글
-
loots
2013.12.10 22:32
잘 보고 갑니다.
공감:1 댓글
-
카샤
2013.12.10 23:39
꿈을 위해 노력하는 열정이 부럽습니다. 화이팅 하시고, 즐거운 여행 되시기를 바랍니다.
공감:1 댓글
-
PAULee
2013.12.12 03:22
좋은 글 잘 봤습니다.
공감:1 댓글
-
핑순이
2013.12.13 11:32
우와..스크롤 내릴때마다 우와밖에 안나오네요..
재미지게 잘봤습니다:-)
공감:1 댓글
-
한빵
2013.12.14 13:26
뭔가를 구성하고 만들고 하는 작업들은 항상 보람이 생기는 것 같네요.
게시물은 보면서 저도 대리 만족을 했습니다. 저도 만드는 것을 좋아해서 넘 부럽습니다.
잘 보고 갑니다.
공감:1 댓글
-
박쨔
2013.12.14 16:38
새로운 무언가가 점점 만들어지는 것을 보는 것은 항상 신기하고 때론 경외감이 느껴집니다.
공감:1 댓글
-
신기하네요 런던 파리 여행기도 포스팅해주시면 좋겠네요!!!
공감:1 댓글
-
장인정신이 느껴집니다.
공감:1 댓글
-
시계제작에 필요한 공구?를 직접 만들어서 사용하시는것같아군요~
멀리서나마 장인이 되실수 있도록 응원하겠습니다!!
공감:1 댓글
-
정말 재미있어 보입니다.
하나하나 도구를 만들어가고 실력의 향상을 느끼는 성취감은 이루말할수 없을거 같습니다.
화이팅~
공감:1 댓글
-
뭔진 잘 모르겠지만 멋있네요
공감:1 댓글
-
스탕다르
2014.02.12 11:39
너무나 멋지십니다~!! 추천추천!
공감:1 댓글
-
ilsong
2014.02.16 16:17
멋지내요~
공감:1 댓글
-
좋은 정보 잘 보고 갑니다~ 감사합니다.
공감:1 댓글
-
Mr.Wrong
2014.08.29 10:16
항상 좋은 정보 감사할 뿐입니다~
공감:1 댓글
-
알파로메오
2014.11.04 09:34
좋은 정보 감사합니다~
-
잘보고 갑니다
-
좋은 정보 감사합니다 ^^ 많이 배우고 가요 ^^
-
정말 신기하네요 ㅎㅎㅎ
-
djworld
2016.09.24 12:17
멋집니다
-
글이 유익하기도 하고 참 재밌습니다. 감사합니다. ^^
-
유익한 정보네요~ 멋진 일을 배우시는 것 같습니다.
-
유익하고도 정성스러운 포스팅인듯 합니다.
덕분에 좋은 정보 배워갑니다.




















-

제네바 인증(Geneva Seal)의 새로운 변화 ፡ 76
2014.10.15 -

순토 앰빗3 & 무브즈카운트 앱 사용기 ፡ 60
2014.09.28 -

<웨딩 스페셜> 쇼메, 댄디 크로노그래프 빈티지 & 리앙 시계 ፡ 57
2014.09.14 -
![WOSTEP STORY[2학기 2/2]](https://www.timeforum.co.kr/files/thumbnails/535/232/011/282x200.crop.jpg?20190103092347)
WOSTEP STORY[2학기 2/2] ፡ 45
2014.09.09 -

스와치의 새로운 장난감 시스템(Sistem) 51의 등장 ፡ 146
2014.08.21 -

태그호이어 월드 투어 전시 '라 메종(La Maison)' ፡ 39
2014.07.23 -
![WOSTEP STORY[2학기 1/2]](https://www.timeforum.co.kr/files/thumbnails/703/570/010/282x200.crop.jpg?20170316134626)
WOSTEP STORY[2학기 1/2] ፡ 75
2014.06.04 -

손끝으로 읽는 시간, 브래들리(The Bradley) ፡ 133
2014.02.11 -
![WOSTEP STORY[1학기 2/2]](https://www.timeforum.co.kr/files/thumbnails/270/668/009/282x200.crop.jpg?20170316143158)
WOSTEP STORY[1학기 2/2] ፡ 60
2014.01.22 -
![WOSTEP STORY[스위스 시계산업 지도]](https://www.timeforum.co.kr/files/thumbnails/138/425/009/282x200.crop.jpg?20170316143158)
WOSTEP STORY[스위스 시계산업 지도] ፡ 60
2013.12.09 -
![WOSTEP STORY[1학기 1/2]](https://www.timeforum.co.kr/files/thumbnails/710/424/009/282x200.crop.jpg?20170316134626)
WOSTEP STORY[1학기 1/2] ፡ 47
2013.12.09 -
![[WOSTEP STORY] 입문 서적](https://www.timeforum.co.kr/files/thumbnails/625/949/008/282x200.crop.jpg?20170316143158)
[WOSTEP STORY] 입문 서적 ፡ 68
2013.10.08


재밌는걸 공부하시는군요. ㅎㅎ
저도 전에 머신샾 6개월 배운적이 있는데 감회가 새롭군요.. 커팅툴 만들고 그걸로 여러가지 모양의 프로젝트들을 했던 기억이 납니다.. ㅎㅎ