















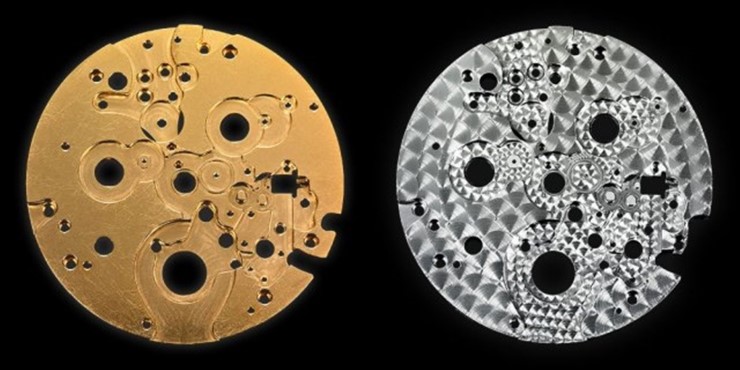
제네바 인증(Geneva Seal)의 새로운 변화



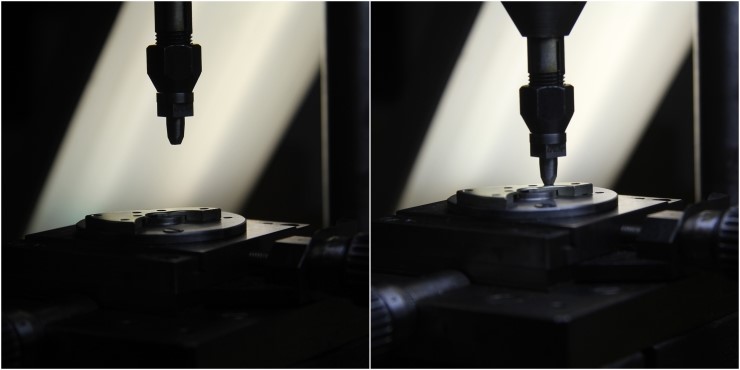

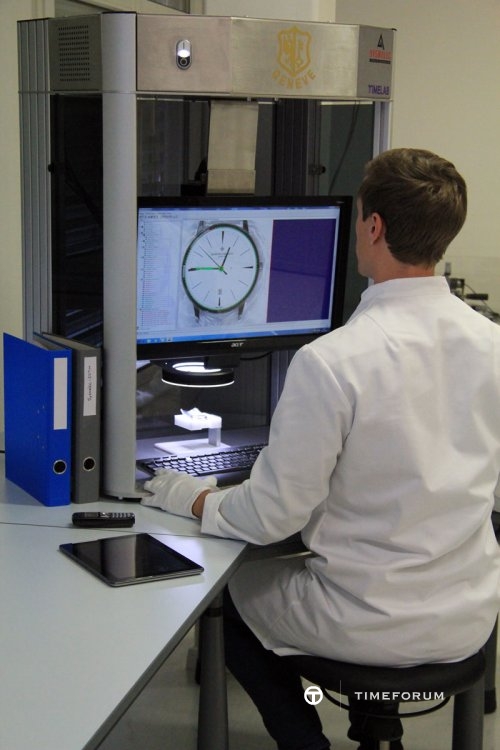
위 사진은 새로운 제네바 인증 마킹 기술로 마크가 새겨지는 사진입니다.

해당 법의 내용 요약 (SUMMARY OF THE LAW)
제네바 주는 타임랩(TIMELAB)이 다음과 같이 운영되도록 위임하였습니다.
a) 타임랩은 다음과 같은 책임을 지닙니다.
● 제네바 인증에서 규정된 기준에 따라 제네바에 기반을 둔 제조사들이 제출한 시계에 제네바 주의 공식 인장을 표시하는 것과 제네바주에서 제조 및 조립된 시계에 대한 자발적인 관리.
● 원산지 증명서의 작성 및 진위 확인 또는 제네바 인증 시계에 품질 보증 마크를 부여.
b) 제네바의 공식적인 사무소이자 스위스 연방 계량국에 의하여 인정된 타임랩은 크로노미터 인증에 대한 공식적인 테스트와 제출된 시계의 무브먼트가 크로노미터 기준을 충족하는지에 대한 책임을 지닙니다.
c) 시계 제조를 위한 연구개발 시험소.
추가적으로, 타임랩은 제네바 인증에 대한 연구 및 개발 활동을 수행하고 이를 홍보할 책임을 지닙니다.
제네바 인증의 관리 (GOVERNANCE OF THE POINCON DE GENEVE)
제네바 인증을 감독하고 책임을 지닌 기관들은 독립적으로 운영되는 입법기관, 행정기관 그리고 사법기관으로 구성됩니다.
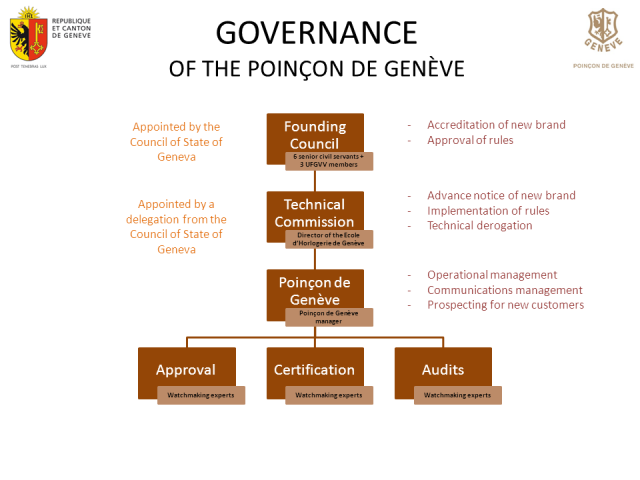
설립위원회 (FOUNDING COUNCIL)
제네바 주 의회에 의하여 권한이 부여된 최상급 기관인 타임랩(TIMELAB)은 설립 위원회입니다.
해당 위원회는 법에 근거한 기관이며, 제네바 인증의 유일한 승인권자입니다.
타임랩은 제네바 주에 위치하고 있으며 수장의 역할은 공공교육, 문화 및 스포츠 부서에서 추천하는 1명의 대표자가 맡게 됩니다. 설립위원회는 해당 기관의 규칙과 자격을 갖춘 인원들의 일반 근로 조건을 주 의회에 제출하며 주의회는 이를 승인합니다.
타임랩은 스위스의 사법에 근거하여 제네바 주의 후원 하에 설립되었습니다.
설립위원회는 주 의회에 의하여 지명된 9명의 구성원으로 이루어져 있으며 이들은 다음과 같습니다 :
a) 공공교육, 문화 및 스포츠 부서가 추천하는 3명의 대표자: 3명 중 적어도 1명은 시계 기술 전문 교육 센터, 1명은 제네바 시계학교에서 추천되어야 합니다.
b) 지방행정, 경제 및 보건 부서에서 추천하는 2명의 대표자.
c) 재정 부서에서 추천하는 1명의 대표자.
d) 제네바(Geneva), 보(Vaud) 및 발레(Valais) 주의 시계 제조자 연합에서 추천하는 제네바 시계 제조 분야에 종사하는 3인의 대표자
기술 위원회 (Technical Commission)
기술 위원회는 입법기관의 역할을 하며 해당 위원회의 임무는 인증기준을 규정하고 기술적인 혁신을 반영하기 위한 규칙을 최신화하는 일을 합니다. 또한, 4년마다 설립위원회에서 제네바 인증에 대한 기량과 지식에 근거하여 7명으로 이루어진 기술 위원을 임명합니다.
기술 위원회는 기술교육센터(제네바 시계학교)의 교장이 이끌고 있으며 교장은 이러한 역할을 경영진의 또 다른 구성원에게 위임할 수 있으며, 시계의 서로 다른 기술적인 부분들에 요구되는 피니싱 및 작업의 질적 수준을 결정하는 책임을 맡고 있습니다. 추가적으로, 제네바 인증 마크가 부여될 무브먼트 부품을 식별하는 역할도 수행합니다.
제네바 인증 사무소 (Poincon de geneve office)
제네바 인증 사무소는 행정기관의 역할을 수행하며 승인, 인증 및 심사를 통하여 시계 제조의 전 단계에 걸쳐 제네바 인증 기준의 적용을 지속적으로 감독합니다.

인가된 직원 (APPROVED EMPLOYEES)
제네바 인증을 담당하는 직원들은 제네바 출신이어야 하며, 해당 직원들의 역할은 각각 무브먼트의 검사, 인장 부여 작업 및 작동 테스트 그리고 증명서 사본 및 홍보물 제작으로 구성됩니다. 또한, 해당 직원들은 개인적인 용도로도 시계 제조를 할 수 없고 시계의 판매에 직간접적으로 관련되는 것도 금지됩니다.
승인 (APPROVAL)
무브먼트의 모든 부품 그리고 추가 모듈 및 외장 부품에 대한 모든 부품들은 제네바 인증의 기준을 준수하여야 합니다.
신청자는 다음의 문서들을 순서대로 제출하여야 합니다:
- 적절하게 작성된 승인 신청서.
- 2차원 설계도.
- 모든 무브먼트 및 추가 모듈 (전용 공구 포함).
- 조립된 무브먼트 및 모듈.
- 모든 외장 부품.
다음, 모든 부품들이 제네바 인증의 기준을 충족하는 것으로 판명되면, 신청자는 다음을 제출하여야 합니다:
- 조립된 무브먼트 및 레퍼런스 모듈.
- 모든 무브먼트 부품, 추가 모듈 및 외장 부품 (전용 공구 포함).
신청 절차가 모두 완료되면 제네바 인증 사무소는 승인 보고서를 작성합니다.
인증 (CERTIFICATION)
인증은 승인된 각각의 무브먼트 및 추가 모듈에 대하여 수행되며, 실제 이미 승인된 부품과 모든 면에서 일치하는지를 평가하게 됩니다.
무브먼트 인증은 다음과 같이 진행됩니다. :
- 신청자의 사업장에서 진행.
- 전적으로 신청자의 책임 하에서 진행.
- 다양한 부품의 제조 전 단계에 걸쳐서 진행.
검사는 생산의 여러 단계에서 이루어집니다:
- 부품 재고조사
- 무브먼트 조립
- 조립된 무브먼트 재고조사
증명서 (CERTIFICATION)
발행된 증명서는 “시계 무브먼트에 대한 설명, 제조번호, 검사 인장 및 제조 결함에 대한 제조사가 서명한 책임 문구”를 포함하여야 합니다. 그리고 제네바 인증 증명서를 복제, 위조 또는 변조하는 것이 발각될 경우 형법 조항에 의하여 처벌받게 됩니다.
검사 (AUDIT)
검사는 제네바 인증 사무소에서 근무하는 직원들에 의하여 수행됩니다. 이 직원들은 신청자의 검사 자료뿐만 아니라 모든 생산부서 및 설비에 접근할 수 있어야 하며, 검사는 활용되는 검사 방법과 모니터링 주기를 규정하는 관리 계획에 따라서 진행하게 됩니다.
주기적인 검사의 목적은 각각의 부품이 이미 승인된 무브먼트에 따라 제네바 인증에 의하여 규정된 기준을 엄격하게 준수하고 있음을 보장하기 위함입니다.

Philippe Dufour's Simplycity...
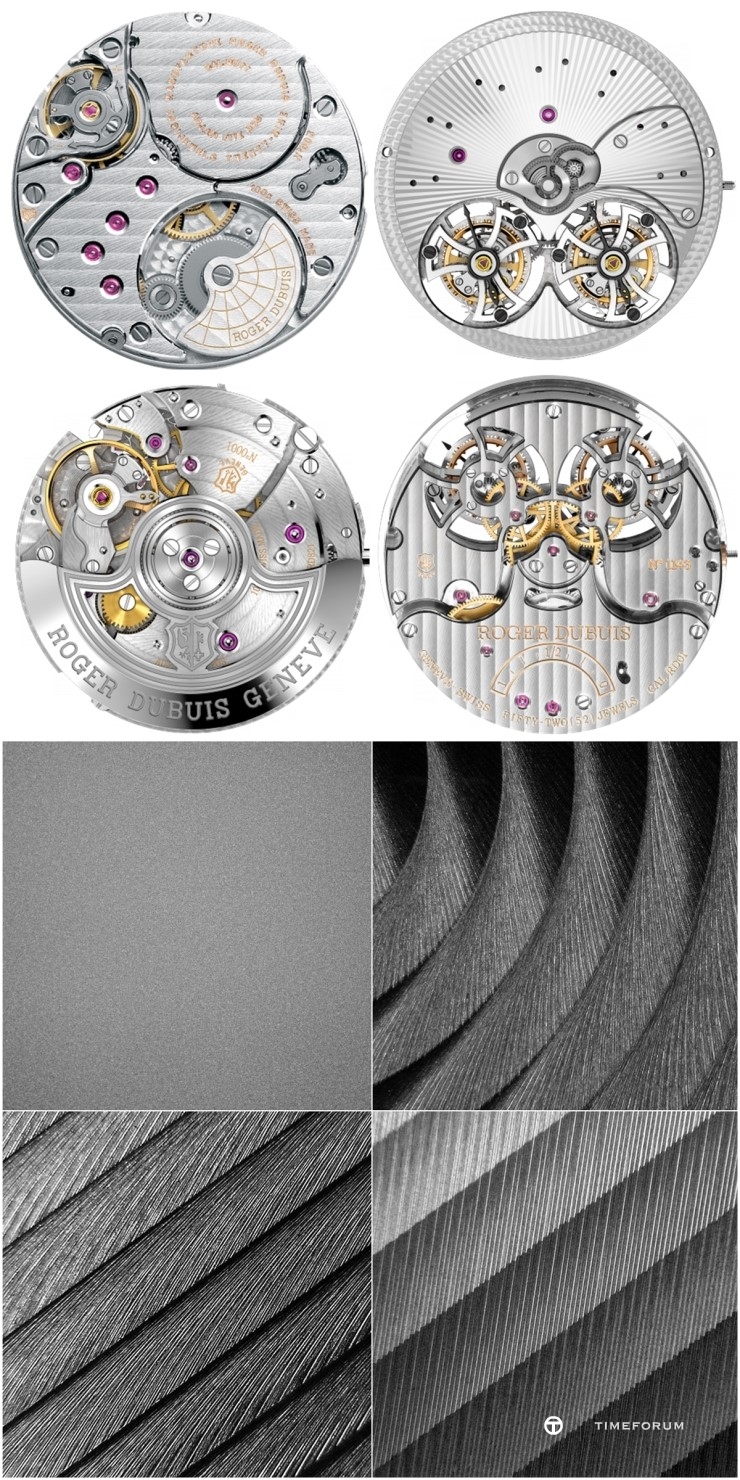
다음, 소개할 내용은 제네바 인증이 추구하는 색깔을 극적으로 표현해 낸 필립듀포의 심플리시티를 가지고 제네바 인증을 받기 위해 각 부품마다 어떤 작업들이 이루어졌는지 이야기해볼까 합니다. 이유는 현재 스위스를 대표하는 시계의 명장이 직접 만든 시계를 확인해 보고 난 이후에 소개될 제네바 인증을 받은 고급시계들이 가진 여러 피니싱도 비교해 보시면 좋을 것 같다는 생각에 소개해 드립니다.
























타임포럼 뉴스 게시판 바로 가기
인스타그램 바로 가기
유튜브 바로 가기
페이스북 바로 가기
네이버 카페 바로 가기
Copyright ⓒ 2024 by TIMEFORUM All Rights Reserved.
게시물 저작권은 타임포럼에 있습니다. 허가 없이 사진과 원고를 복제 또는 도용할 경우 법적인 처벌을 받을 수 있습니다.

댓글 76
-
Maranello
2015.02.05 21:01
공감:1 댓글
-
시계초보자욜사
2015.02.14 22:57
와우 잘보고가요 정말 대단하다는 생각밖에 안드네요
공감:1 댓글
-
아주 잘 보고갑니다 ㅎㅎ
혹시 오현님
삼성다니시나요??? ㅎㅎㅎ 동명이인많겠지만 ㅋㅋ
공감:1 댓글
-
쌩떽
2015.02.25 17:11
최고의 정보입니다
공감:1 댓글
-
엄청난 정보 잘보고갑니다^^
공감:1 댓글
-
진짜 대박 포스팅이네요. 궁금했던 내용이 다 있네요 ㅎㅎ
공감:1 댓글
-
션군
2015.03.17 08:33
좋은 글 감사합니다..
정독하겠습니다..
^^
공감:1 댓글
-
shinelove
2015.05.25 16:10
대단하네요 다양한 정보를 ^^
공감:1 댓글
-
참을인
2015.05.25 19:44
잘봤습니다.^^
공감:1 댓글
-
ereser
2015.06.23 19:35
엄청나네요 정말 좋습니다
공감:1 댓글
-
중고세상모나코
2015.08.21 17:46
잘보고갑니다^^
-
유동닉
2015.09.19 14:13
제네바씰에 관한 파편적인 지식을 한번에 모아주셨네요. 두고두고 읽고 싶은 글입니다
-
LOVEDJ
2015.09.29 00:42
이런 복잡한 것도 있었다는 것에 또 다시 감동을 하네요 좋은 정보 진심으로 감사드려요~~!
-
choon
2015.10.26 22:25
좋은정보감사합니다.
-
kustein
2015.10.27 03:23
엄청난 자료입니다 감사합니다 ^^
-
감사합니다. 어렵지만 많이 배웠습니다 ^^
최근의 근황이 어떻게 되시는지...궁금하기도 하구요...
언제나 힘내세요~!!
-
amgmrs
2016.06.23 12:03
잘보고 갑니다
-
라니쉬
2016.10.10 13:14
이야..장난아닌네요
-
브레게마린마린
2017.07.18 00:19
좋은 정보 감사합니다~~
-
좋은 공부가 되었습니디. 늦었지만 감사함을 표합니다.
-
두고두고 잘 보고 있습니다.
-
좋은 정보 많이 얻어갑니다~
-
대강 예상은 했지만 생각보다 더욱 엄격한듯 하네요
좋은 글 감사합니다.
-
김선
2021.06.06 13:55
정말 엄청난 글 잘 읽었습니다.
-
깊은생각
2021.10.06 08:03
궁금한 내용이었는데 이렇게 퀄리티 좋은 자료가 있다니 감사합니다.
-
찬들
2022.11.01 19:41
잘 읽었습니다








-

제네바 인증(Geneva Seal)의 새로운 변화 ፡ 76
2014.10.15 -

순토 앰빗3 & 무브즈카운트 앱 사용기 ፡ 60
2014.09.28 -

<웨딩 스페셜> 쇼메, 댄디 크로노그래프 빈티지 & 리앙 시계 ፡ 57
2014.09.14 -
![WOSTEP STORY[2학기 2/2]](https://www.timeforum.co.kr/files/thumbnails/535/232/011/282x200.crop.jpg?20190103092347)
WOSTEP STORY[2학기 2/2] ፡ 45
2014.09.09 -

스와치의 새로운 장난감 시스템(Sistem) 51의 등장 ፡ 146
2014.08.21 -

태그호이어 월드 투어 전시 '라 메종(La Maison)' ፡ 39
2014.07.23 -
![WOSTEP STORY[2학기 1/2]](https://www.timeforum.co.kr/files/thumbnails/703/570/010/282x200.crop.jpg?20170316134626)
WOSTEP STORY[2학기 1/2] ፡ 75
2014.06.04 -

손끝으로 읽는 시간, 브래들리(The Bradley) ፡ 133
2014.02.11 -
![WOSTEP STORY[1학기 2/2]](https://www.timeforum.co.kr/files/thumbnails/270/668/009/282x200.crop.jpg?20170316143158)
WOSTEP STORY[1학기 2/2] ፡ 60
2014.01.22 -
![WOSTEP STORY[스위스 시계산업 지도]](https://www.timeforum.co.kr/files/thumbnails/138/425/009/282x200.crop.jpg?20170316143158)
WOSTEP STORY[스위스 시계산업 지도] ፡ 60
2013.12.09 -
![WOSTEP STORY[1학기 1/2]](https://www.timeforum.co.kr/files/thumbnails/710/424/009/282x200.crop.jpg?20170316134626)
WOSTEP STORY[1학기 1/2] ፡ 47
2013.12.09 -
![[WOSTEP STORY] 입문 서적](https://www.timeforum.co.kr/files/thumbnails/625/949/008/282x200.crop.jpg?20170316143158)
[WOSTEP STORY] 입문 서적 ፡ 68
2013.10.08


음 인증제도 변화보러왔다가 화려한 무브먼트 보고 입벌어지고 갑니다 ㄷㄷㄷ